

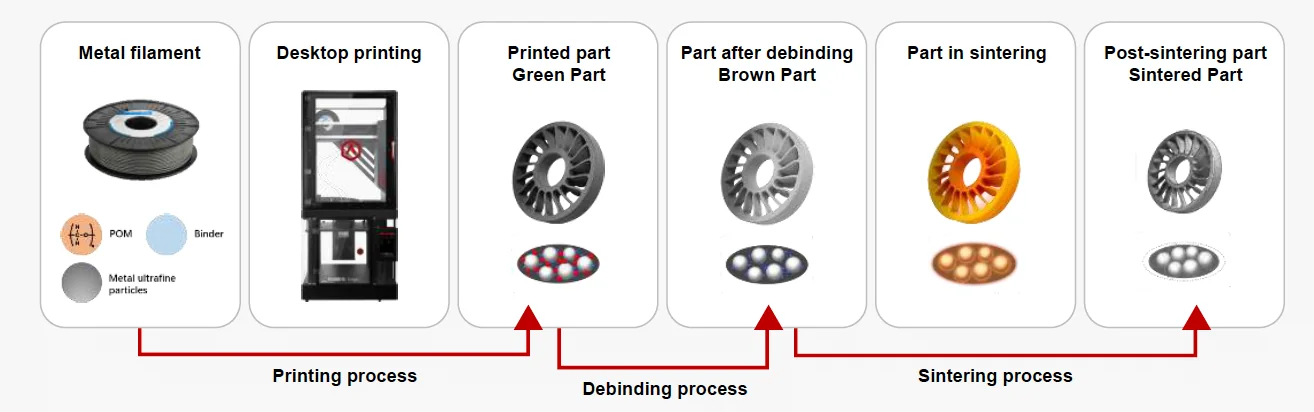
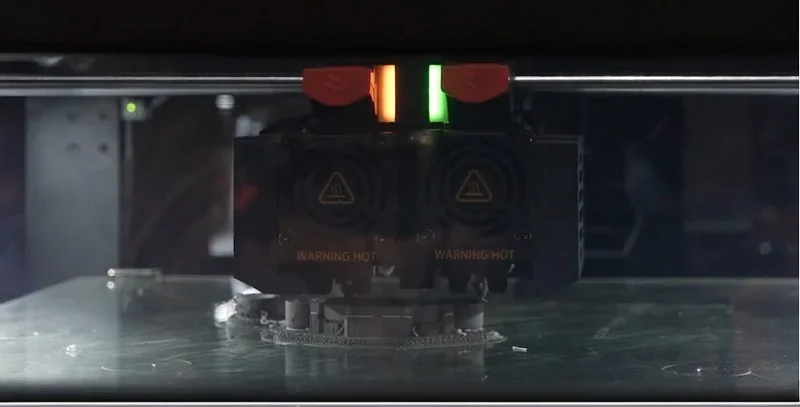
The Raise3D MetalFuse is a professional 3D printing system for in-house metal part production via an indirect metal 3d printing process, combining the Forge1 metal FFF printer, D200-E debinder, and S200-C sintering furnace. Using an oxalic acid catalytic debinding process, it reduces debinding time by 60% and achieves 97% of wrought iron's density. The Forge1 metal FFF 3D printer features dual extrusion, a build volume up to 300 × 300 × 300 mm, and layer heights of 0.1–0.25 mm. Designed for cost-effective production of single parts or small batches, it excels in printing complex, functional parts for tooling, jigs, fixtures, and prototypes.
The Forge1 metal 3D printer operates at 0.1–0.25 mm layer heights with an XYZ step size of 0.78125/0.78125/0.078125 µm, using a glass build plate on a silicone-heated bed for flatness and first-layer adhesion. Nominal print-head travel speed is 30–150 mm/s; nozzle temperature up to 300 °C and build plate to 120 °C match the processing window of Ultrafuse® metal filaments.
3D Printed Sample: A metal car-key pendant printed on a Raise3D Forge1 with BASF Ultrafuse® 316L (0.4 mm nozzle), sized 49.75 × 55.50 × 5.82 mm, took 4 h 42 min to print, then 7 h debinding and 21 h sintering to reach >97% density, with a final weight of 57.47 g.
At ~97% density, MetalFuse parts can be machined and finished and have documented assembly-grade precision (±0.2 mm); In internal testing, the 316L samples produced by BASF and Raise3D showed tensile strength ~499–528 MPa, ductility 64–69%, and low porosity, aligning with quality expectations for metal injection molding (MIM). Together, these indicate parts suitable for real production — not just prototypes. Raise3D MetalFuse parts support post-processing methods such as magnetic abrasive finishing, electroplating, or polishing for better surface quality.
| State | MPIF 35-2016 (MIM) using 316L* | Raise3D MetalFuse printing with Ultrafuse® 316L |
|---|---|---|
| Density (g/cm³) | ≥ 7.6 | 7.87 |
| Porosity (%) | NA | 1.28 ~ 1.86 |
| Tensile Strength (MPa) | ≥ 450 | 499 ~ 528 |
| Yield Strength (MPa) | ≥ 140 | 172 ~ 205 |
| Ductility (%) | ≥ 40 | 64 ~ 69 |
| Hardness HV | ≤ 200 | 121 |
*MPIF: American Powder Metallurgy Industry Association’s MIM Standard
3D Print Sample: a cable car connecting buckle printed from BASF Ultrafuse® 316L with a 0.4 mm nozzle (192.5 g, 11 h 41 min), then debound for 18 h and sintered for 20 h on the D200-E and S200-C, yielding a high-strength, smooth-finish component with >97% density and assembly-grade accuracy.
The Raise3D D200-E debinds with oxalic acid in an Ar–Nₒ atmosphere at >1 mm/h, finishing in 4–12 h (~60% faster than conventional). The S200-C vacuum sinters in 10–24 h (vs. 17–31 h typical). This FFF metal 3D printing workflow yields parts up to 97% of wrought iron density — ~52% denser than conventional debinding — and compatible with MIM standards.
 Research Study. Shanghai University printed M2 parts on a Raise3D MetalFuse. The optimal sinter was 1270 °C × 1 h in Nₒ, achieving near-full density (max 98.95%) and 60.40 HRC (vs ASTM A600-92a M2 benchmark 65 HRC). Shrinkage was X = 13.33%, Y = 13.221%, Z = 14.388% (Z > X≈Y), requiring axis-specific scaling. Debinding showed no cracks, blisters, or major deformation, indicating effective binder removal with the catalytic + thermal sequence.
Research Study. Shanghai University printed M2 parts on a Raise3D MetalFuse. The optimal sinter was 1270 °C × 1 h in Nₒ, achieving near-full density (max 98.95%) and 60.40 HRC (vs ASTM A600-92a M2 benchmark 65 HRC). Shrinkage was X = 13.33%, Y = 13.221%, Z = 14.388% (Z > X≈Y), requiring axis-specific scaling. Debinding showed no cracks, blisters, or major deformation, indicating effective binder removal with the catalytic + thermal sequence.
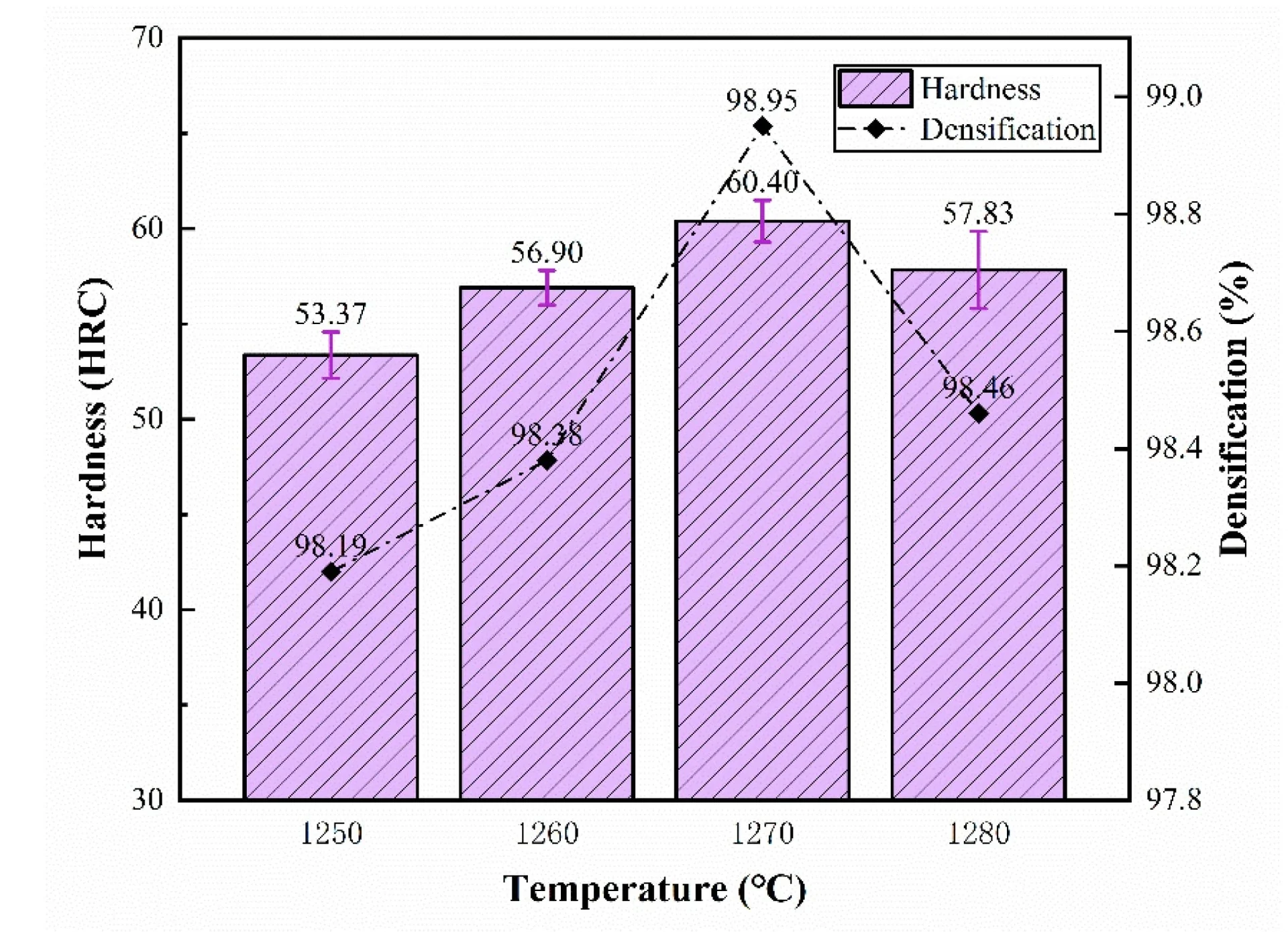
Source: C. Wang, et al, “Microstructure and Mechanical Properties of M2 High-speed Steel Fabricated by Fused Filament Fabrication,” J. Jpn. Soc. Powder Powder Metallurgy, vol. 72, pp. S1049–S1056, 2025, doi: 10.2497/jjspm.16A-T7-24.
A dual head with electronic auto-lift prevents idle-nozzle scarring, auto-leveling maintains Z-offset uniformity, and the Ultrafuse® Support Layer (AlₒO₃) isolates contacts for clean separation and surface protection after sintering; hardware aids — optical filament run-out sensor, quick-release hot end, and integrated chamber/part cooling fans — reduce interruptions and variability.
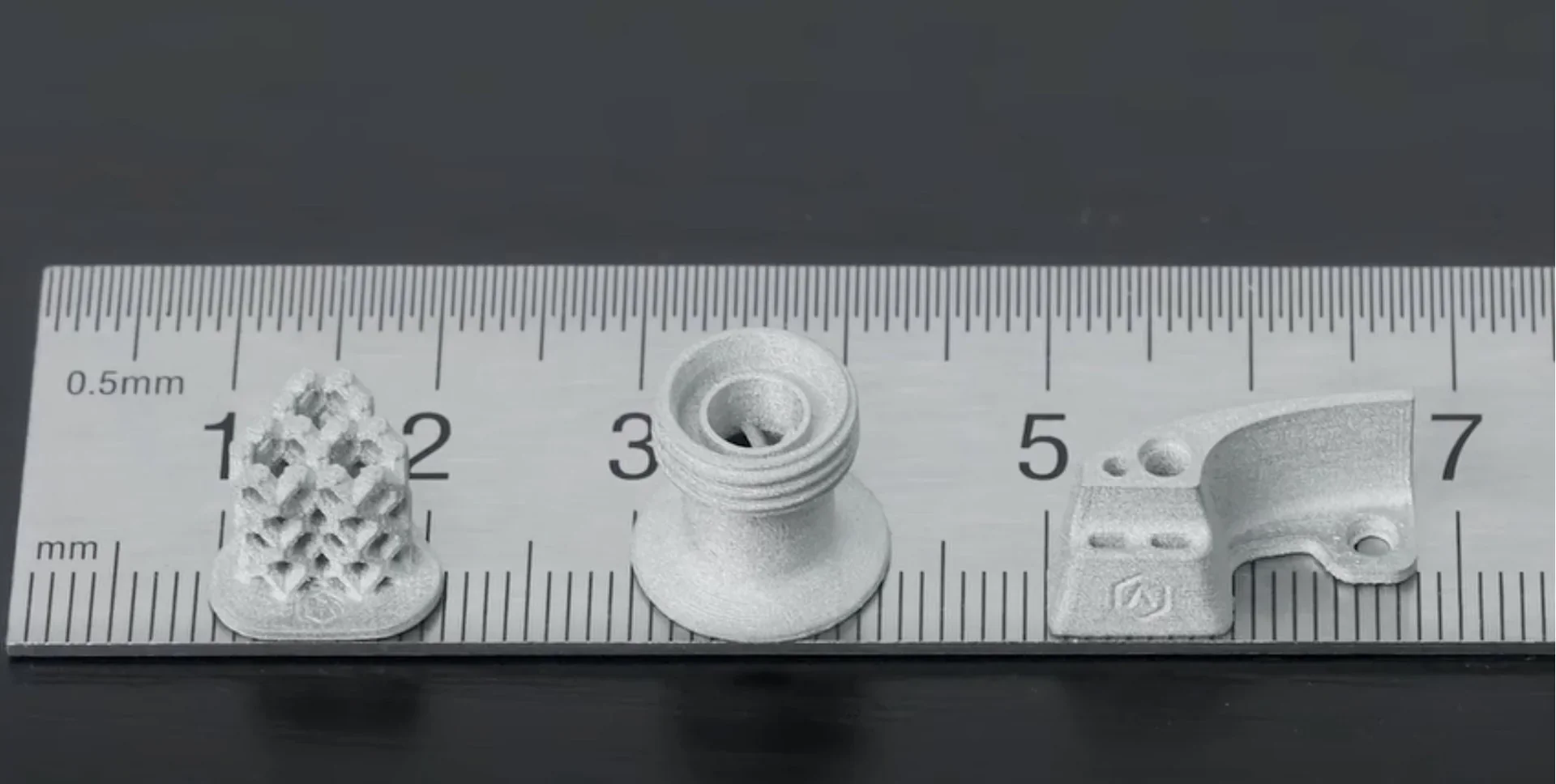
3D Printed Metal Part: a hexagonal lattice produced on a Raise3D Forge1 using BASF Ultrafuse® 316L and processed with the Raise3D MetalFuse solution (0.2 mm nozzle), measuring 14.5 × 14.1 × 10.5 mm, weighing 2 g, achieving >97% of wrought 316L density, with a workflow of 45 min printing, 3 h debinding, and 20 h sintering.
3D Printed Sample: Ring
3D Printed Sample: Mold with Conforming Cooling Channels
3D Printed Sample: Aerospace Component Cross Section Model
3D Printed Sample: Ring
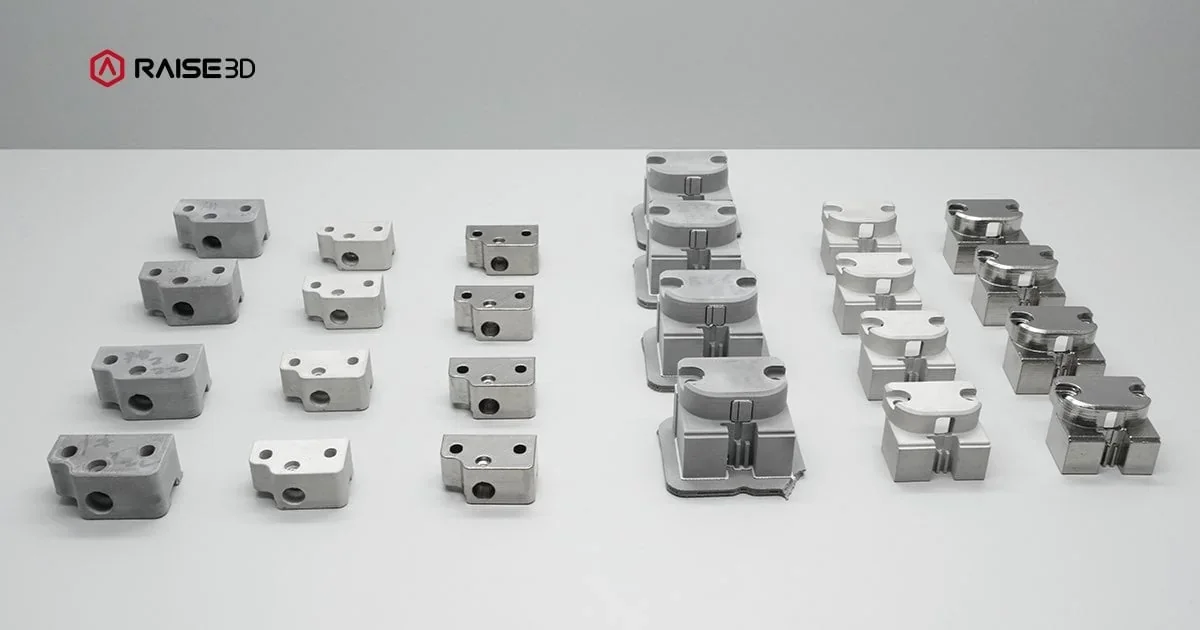
High Repeatability:
\
The Raise3D MetalFuse system supports Ultrafuse 316L, Ultrafuse 17-4 PH, and a support filament, creating a dedicated metal 3D printing ecosystem. Ultrafuse 316L is an austenitic stainless steel with better corrosion resistance than 304/304L. Ultrafuse 17-4 PH is a precipitation-hardening martensitic stainless steel offering high strength, hardness, and corrosion resistance. Filament contains 80–90% stainless steel metal particles with 10–20% POM binder. During printing, the binder melts to carry metal and form green parts.
Comparison of Technical Specifications
| Property | Ultrafuse® 316L — as-sintered | Ultrafuse® 17-4PH — as-sintered | Ultrafuse® 17-4PH — sintered with additional heat treatment |
|---|---|---|---|
| State | Printed, debound, and sintered | Printed, debound, and sintered | Printed, debound, and sintered, post-sinter heat treated: 1) Solution anneal: 1030 °C for ~50 minutes, then gas quenched (nitrogen) to form a martensitic matrix, 2) Aging treatment: 482 °C (900 °F) for 1 hour, then air cooled. |
| Relative density (vs wrought) | ~98–98.5% | ~96–98% | ~96–98% |
| Ultimate tensile strength (UTS) | ~436–504 MPa | ~780–950 MPa | ~1000–1200 MPa |
| Yield strength (0.2% offset) | ~167–223 MPa | ~650–800 MPa | ~900–1100 MPa |
| Elongation at break | ~20–38 % | ~2–6 % | ~2–6 % |
| Hardness | ~134–145 HV10 | ~HRC 20–28 | ~HRC 35–40 |
| Magnetic response | Non-magnetic (austenitic) | Magnetic (martensitic after sinter) | Magnetic |
| Corrosion resistance | Very high (316L) | Good stainless corrosion resistance; inferior to 316L in chlorides | Good; typically below 316L in chloride environments |
| Notes | Stable ductility and corrosion performance; strength below wrought | Much higher strength than 316L in as-sintered state, but low ductility | Aging dramatically raises strength/hardness with modest ductility |
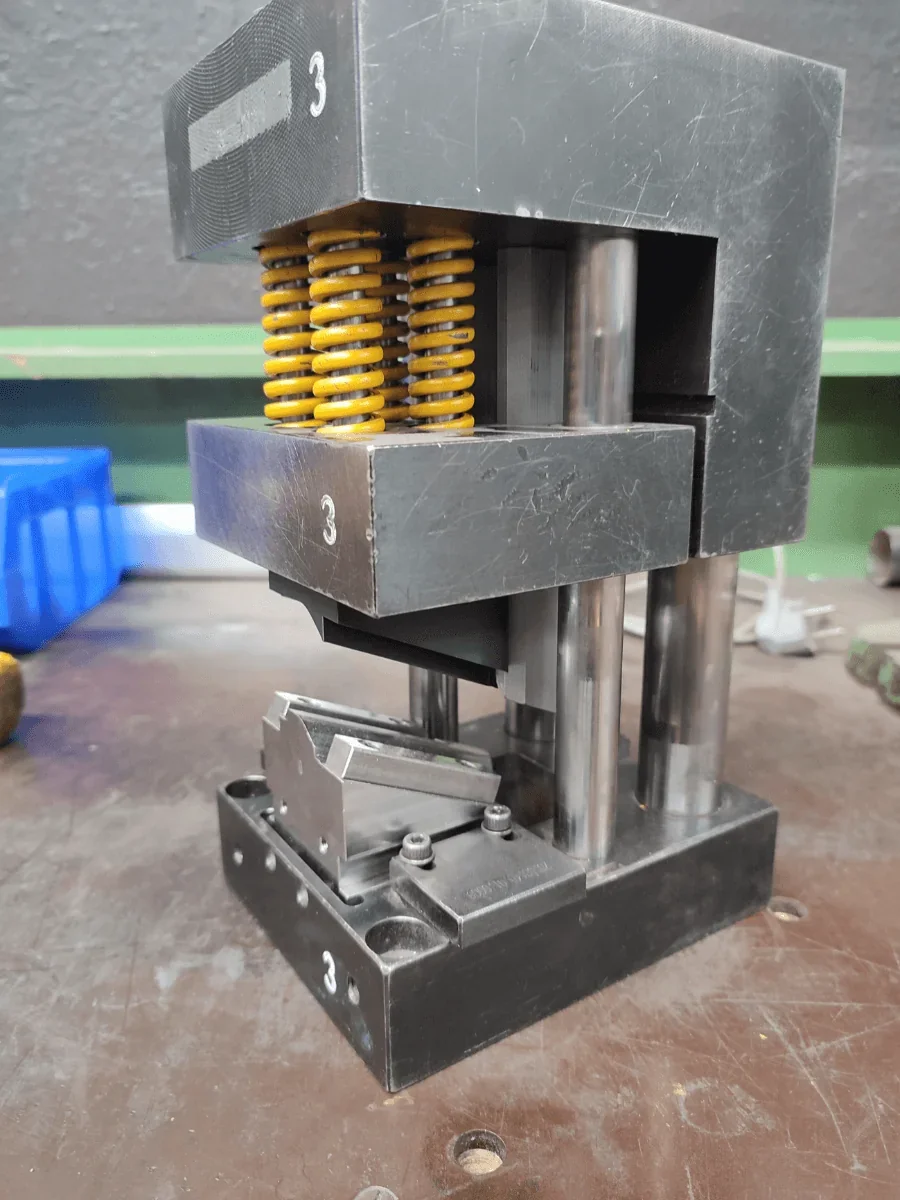
BASF UltraFuse 17-4PH 3D Print Sample: WKW.automotive produced a functional pre-serial deep-drawing tool that forms aluminum prototype parts to OEM tolerances while significantly reducing lead time, cost, and machining steps.
BASF UltraFuse 316L 3D Print Sample: A stainless-steel component printed from BASF Ultrafuse® 316L with a 0.4 mm nozzle, completed in 6 h 11 min and weighing 192.5 g.
BASF Ultrafuse 316L 3D Printed Sample: A small clutch lever (36.7 × 10.6 × 4.3 mm, 2.8 g) was 3D printed in 40 min using with a 0.2 mm nozzle, then debound for 3 h and sintered for 20 h. A big clutch lever (176.4×50.7×21.4 mm) was printed on a Forge1 in 9h 28m, then debound/sintered to 147×42.2×17 mm in 18h 26m. Both can be finished using standard MIM processes to ~Ra 0.06 μm.

3D Printed Samples: Three BASF Ultrafuse® 316L parts— a 2 g hexagonal lattice (14.5 × 14.1 × 10.5 mm, 45 min), a 3.7 g fixture (12 × 21.6 × 10 mm, ~1 hr), and a 3.8 g turboclamp (15.2 × 15.2 × 14.1 mm, 1 hr 8 min) — were each printed with a 0.2 mm nozzle and completed with 3 hours of debinding and 20 hours of sintering.
 BASF Ultrafuse 316L 3D print sample: A 10 x 10 x 10 mm tiny metal cube, infill rate of 50%
BASF Ultrafuse 316L 3D print sample: A 10 x 10 x 10 mm tiny metal cube, infill rate of 50%
BASF Ultrafuse 316L 3D Print Sample: Chess Pieces

BASF Ultrafuse 316L 3D Print Samples: Screw and Nut

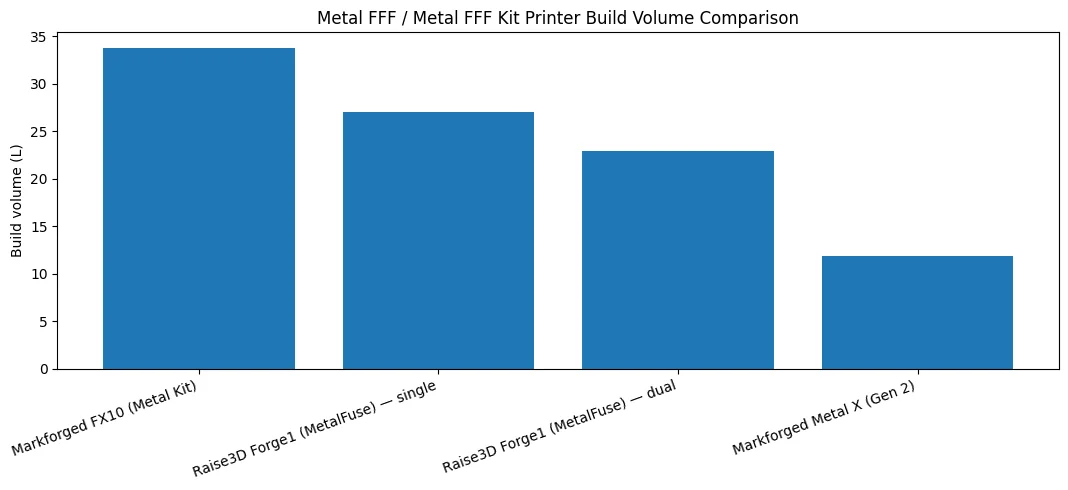
The Forge1 build volume is 300 × 300 × 300 mm (single) or 255 × 300 × 300 mm (dual), but debinding/sintering on the ceramic plate effectively limits parts to 180 × 90 × 80 mm, with larger parts prone to distortion/damage.

Raise3D MetalFuse combines the Forge1 + D200-E catalytic debinder + S200-C furnace into a single, in-house workflow optimized for BASF Ultrafuse® metals, which reduces hand-offs, protects confidentiality, and shortens idea-to-part lead time. Its oxalic-acid catalytic debinding (vs. Markforged’s solvent wash + thermal debind) is validated to cut debinding time by ~60% and reach up to ~98% of wrought density, while avoiding solvent handling and multi-cycle wash/dry/weigh bottlenecks. Paired with ideaMaker for Metal and tuned profiles, this yields more predictable shrink compensation and part quality with less operator intervention. Pricing also favors MetalFuse: at $149,999+ it undercuts the FX10 Metal Kit ($250,000) and sits within the Metal X Gen 2 range ($137,990–$197,990) — but uniquely delivers catalytic debind plus a fully integrated Ultrafuse-centric process in the box.
| Attribute | Raise3D Forge1 (MetalFuse) | Markforged Metal X (Gen 2) | Markforged FX10 (Metal Kit) |
|---|---|---|---|
| Price | $149,999+ | $137,990 – $197,990 | $250,000 |
| Print process | FFF (dual head, electronic lifting) | Metal fused filament fabrication | Metal fused filament fabrication (swappable metal engine) |
| Printer build volume (W×D×H) | 300×300×300 mm (single); 255×300×300 mm (dual) | 300×220×180 mm | 375×300×300 mm (printer envelope) |
| Max final/validated part size | X 180×Y 90×Z 80 mm on MetalFuse ceramic setter (Raise3D training); practical guidance: keep parts ≲ 4 in in X/Y/Z for best results | 240×132×131 mm, up to 10 kg | 292×132×131 mm, up to 10 kg |
| Layer height (stated) | 0.1–0.25 mm (green print) | 50 µm / 125 µm (post-sinter spec) | 127 µm (post-sinter spec) |
| Qualified metals (examples) | BASF Ultrafuse® 316L, 17-4 PH | 17-4 PH, H13, A2, D2, Inconel 625, Copper | 17-4 PH, 316L, H13 |
| Debinding route | Catalytic oxalic-acid debinding (D200-E) → furnace sinter (Raise3D process) | Solvent wash (Wash-1, Opteon SF-79) → thermal debind + sinter (per Markforged docs provided) | Wash-1 → Sinter-1/2 required for metal parts |
| Software | ideaMaker for Metal (Windows) | Eiger Cloud | Eiger Cloud |
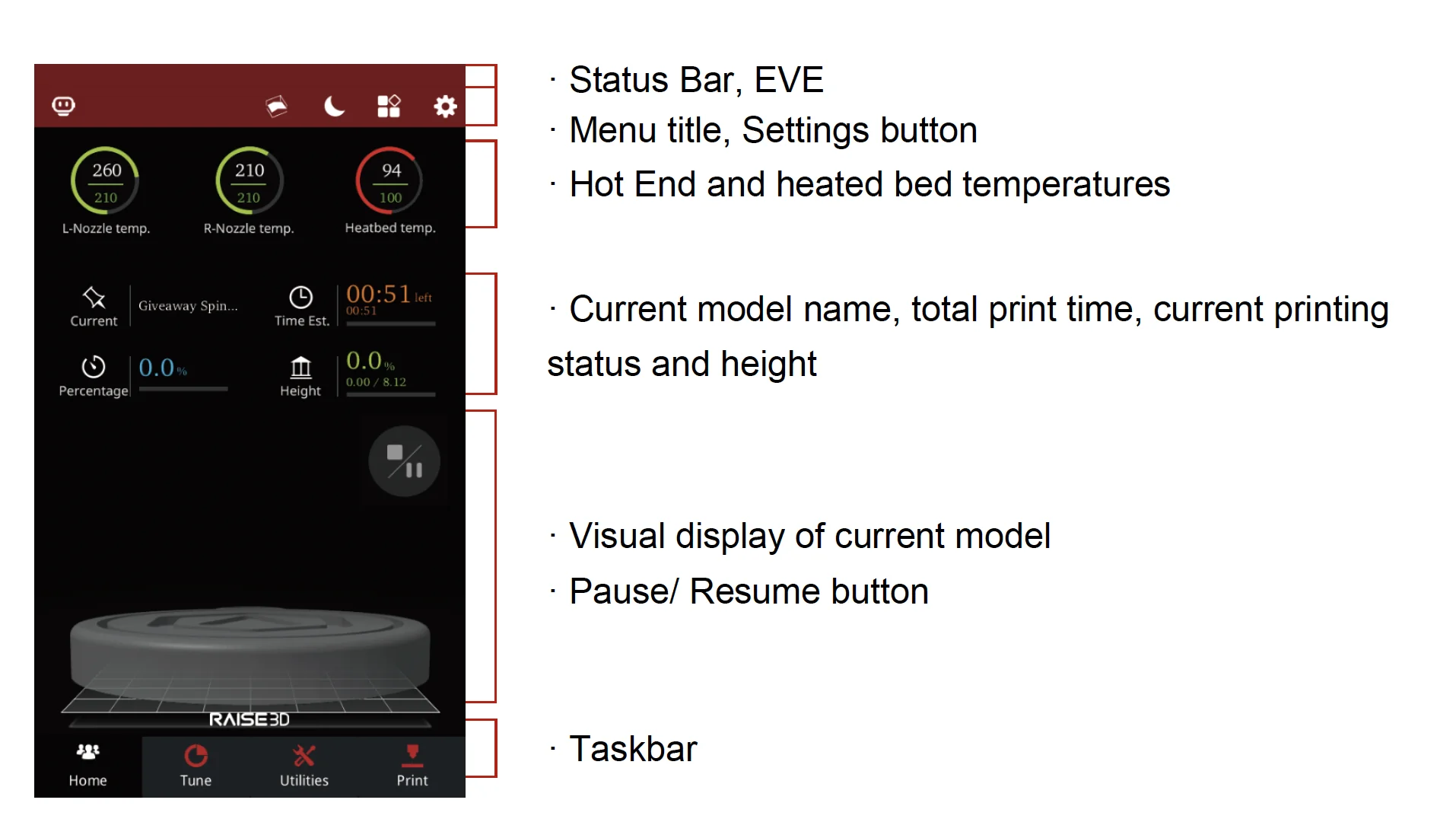
The Forge1 industrial grade 3D printer uses a 7-inch RaiseTouch screen for control.
The Home screen displays temperatures, job details, and controls for Pause/Resume/Stop. Tabs for Tune, Utilities, and Print provide access to settings and adjustments.
In Utilities, operators can set step distance, move or home axes, and disable motors for manual checks and Z-offset verification.
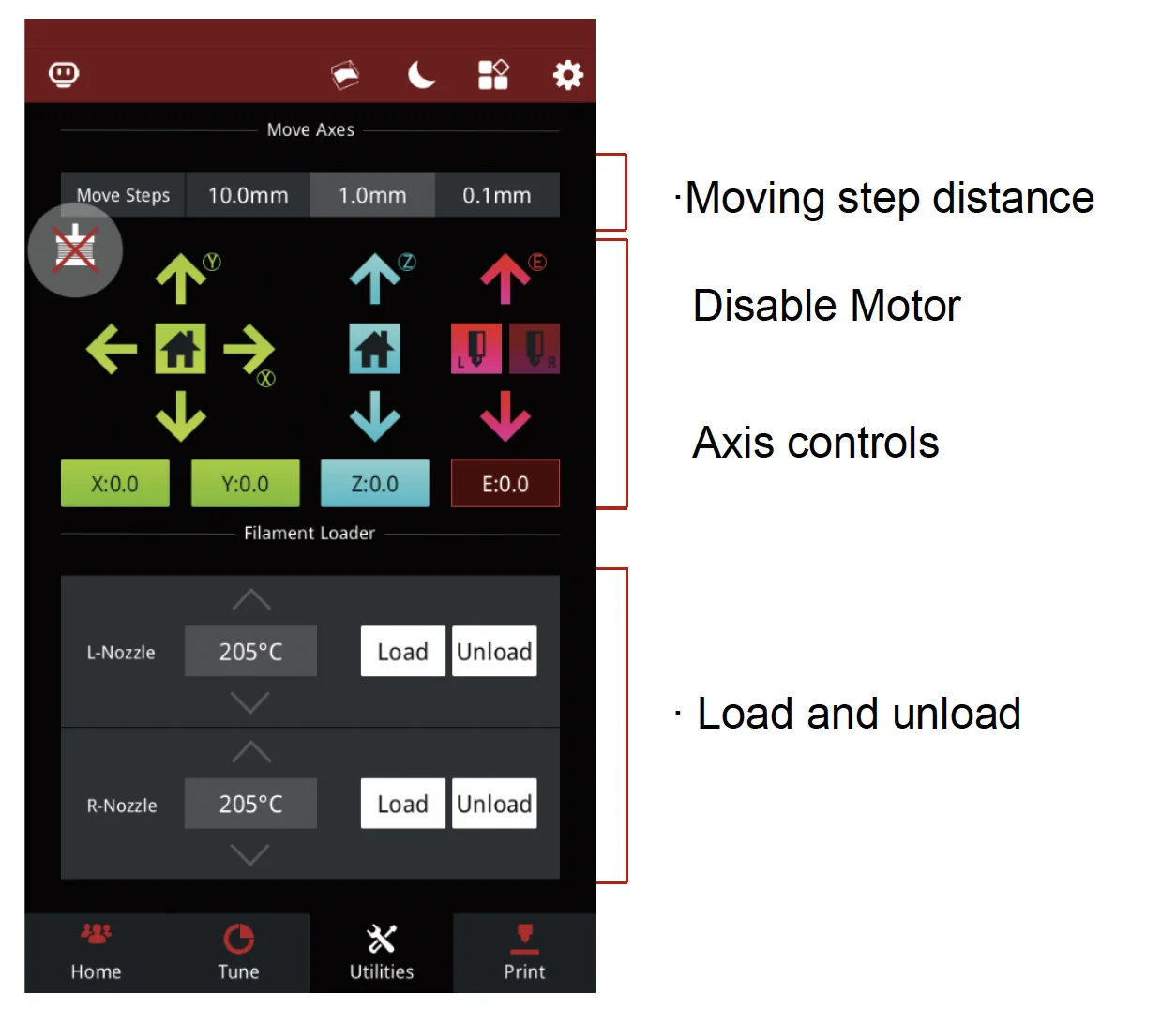
Print jobs start via Print → USB Storage, selecting a .gcode/.data file. During the 3D printing process, the screen shows live status and provides Pause/Resume/Stop. Extruder load/unload commands are also under Utilities, with guided prompts.
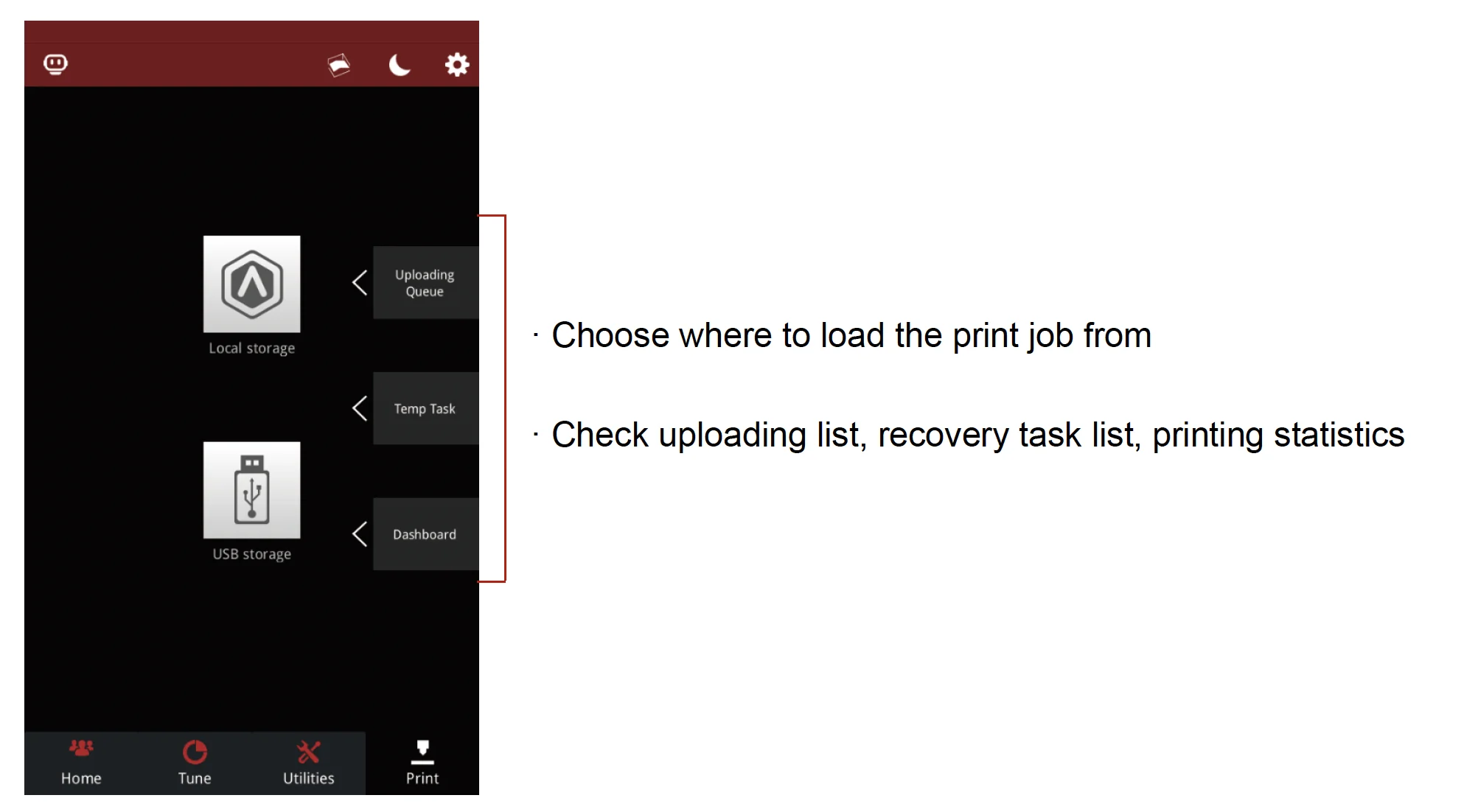
Additional features include uploading lists, recovery tasks, and print stats for tracking and quick recovery.
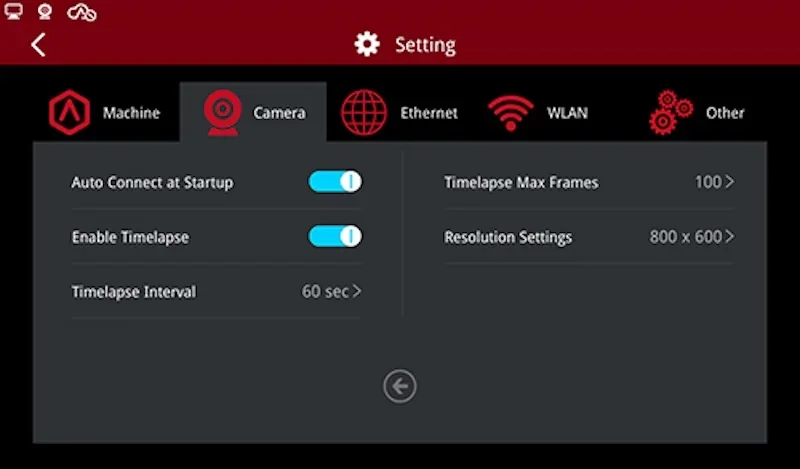
The MetalFuse system supports Wi-Fi, Ethernet, and USB. The Forge1 connects via Wi-Fi/Ethernet, includes dual USB ports, and features a built-in camera for local and remote monitoring. The D200-E debinder and S200-C furnace also support WLAN/Ethernet with browser-based UIs for remote control, logs, and real-time status.
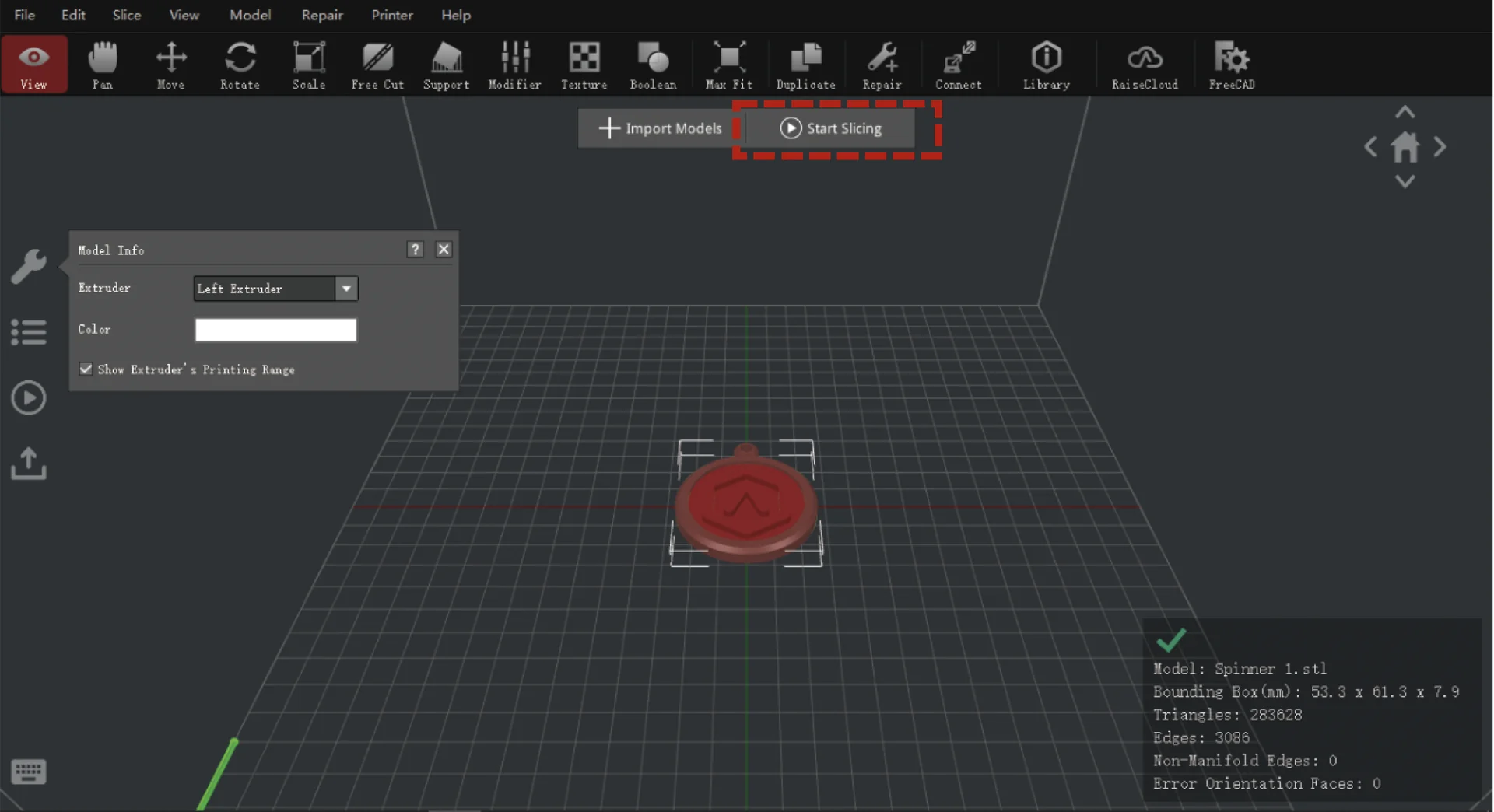
MetalFuse includes ideaMaker for Metal (Windows), provided on USB and downloadable. It requires a Password Disk (hardware key), slices to GCODE, and supports STL/OBJ/3MF/OLTP. The software offers validated metal-specific templates and automatic shrink compensation, reducing setup and tuning time.
Example:
It is necessary to obtain a sintered size of 10mm square, corresponding to X, Y and Z dimensions of 10mm. The software will automatically calculate the shrinkage rate, and increase the part's dimensions accordingly.
| Print direction | Size after sintering Ls (mm) | Lg = OFS × Ls (mm) | Lg = Ls / (1−S) (mm) | Lg = Ls / P (mm) | OFS = Lg/Ls | Shrinkage S = 1−P | Compensation rate P = Ls/Lg |
|---|---|---|---|---|---|---|---|
| X & Y | 10.0 | 11.9 | 11.9 | 11.9 | 1.19 | 15.97% | 0.8403 |
| Z | 10.0 | 12.2 | 12.2 | 12.2 | 1.22 | 18.03% | 0.8197 |
Platforms & Cloud
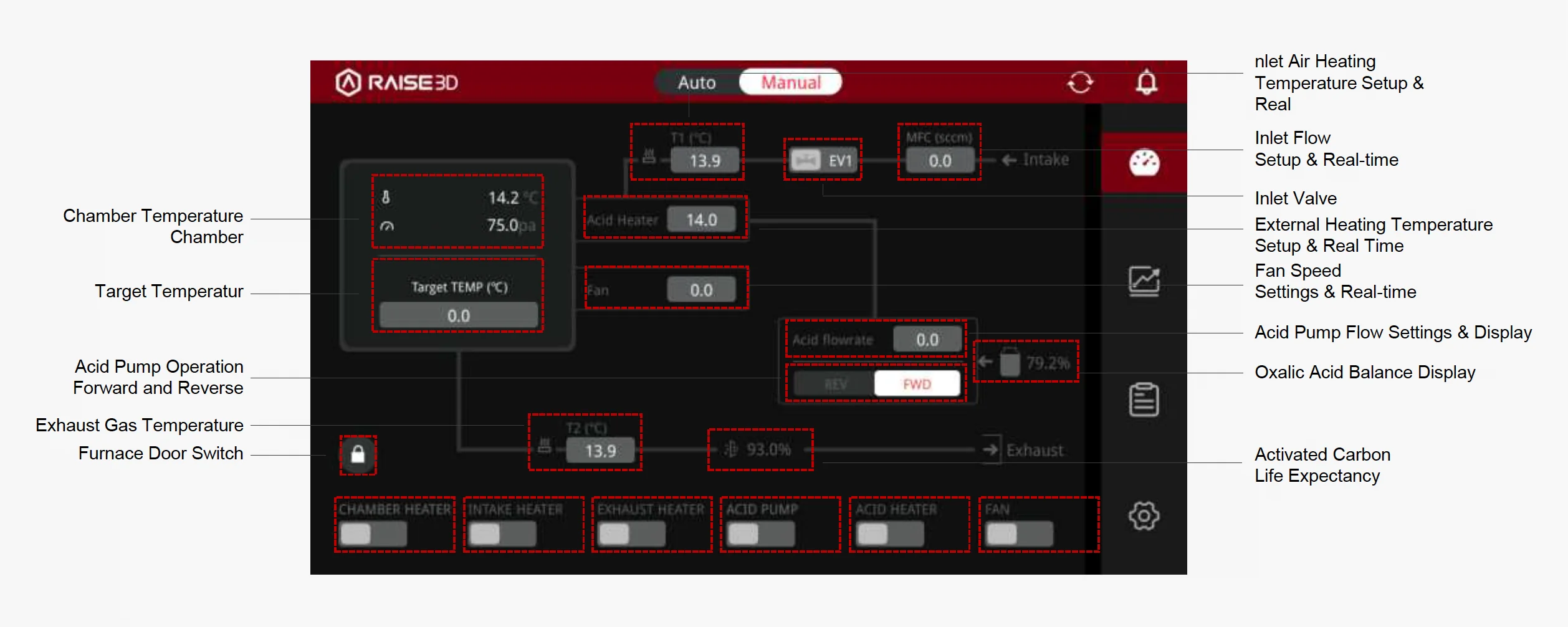
The D200-E and S200-C use browser-based interfaces for thermal processing with live job tracking and auto-generated profiles. They integrate with ideaMaker for Metal and RaiseCloud for centralized monitoring and standardized cycle parameters.
The Raise3D MetalFuse consists of 3 systems:

The complete in-house solution requires ancillary equipment (not part of the MetalFuse system): Nitrogen tank, Argon tank, industrial chiller, air compressor.
Ancillary equipment technical requirements:
Notes: D200-E connects its process-gas intake via a quick-plug fitting (size per kit) and is designed for Ar/Nₒ protection gas; ensure regulators and hoses match the 0.1–0.4/0.2–0.4 MPa setpoints above.
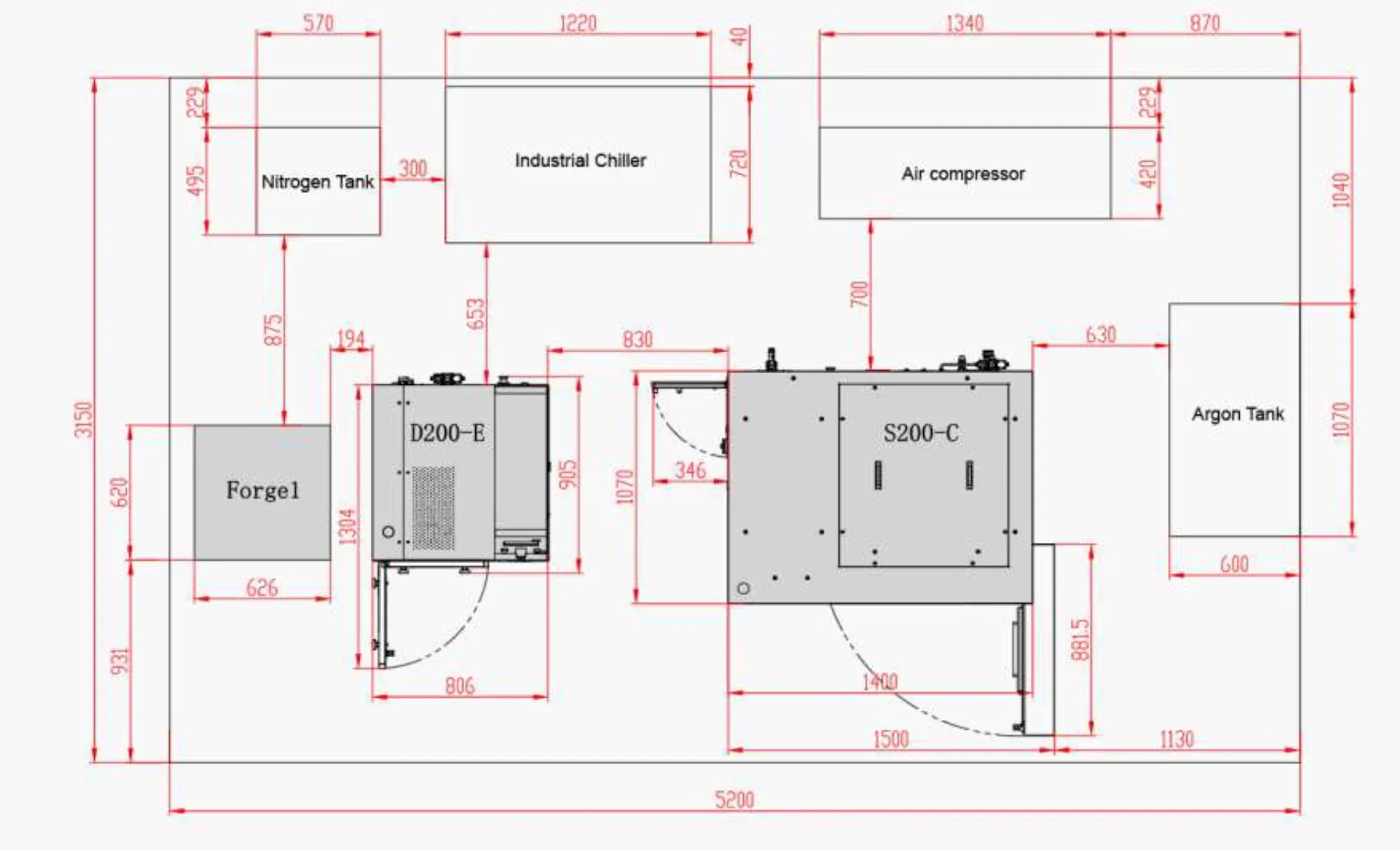 To accommodate these systems, reserve a room that fits the 5.2 m × 3.15 m layout plus gas-cylinder handling zones and service aisles, with utilities (power, chilled water, compressed air, Nₒ/Ar lines) routed to the D200-E/S200-C and a clear ceiling height of at least 2.0 m (≥1,974 mm to fit the S200-C), with ~2.6–3.0 m preferred for overhead utilities and service access.
To accommodate these systems, reserve a room that fits the 5.2 m × 3.15 m layout plus gas-cylinder handling zones and service aisles, with utilities (power, chilled water, compressed air, Nₒ/Ar lines) routed to the D200-E/S200-C and a clear ceiling height of at least 2.0 m (≥1,974 mm to fit the S200-C), with ~2.6–3.0 m preferred for overhead utilities and service access.
The cartesian XYZ system uses scissor kinematics for XY movement and dual lead screws for precise Z control, with 16 mm Z guides and 8 mm X/Y guides to boost stability.
Noise emission is 55 dB(A) during printing.

The glass build plate sits on a silicone-heated bed rated to 120 °C and features auto-leveling. It's held by two rear and two front clips. Prints are released by soaking the cooled glass in water, with a metal-specific adhesive applied beforehand.

Raise3D MetalFuse (Forge1) uses dual extruders with an electronic lifting system. Nozzle options include 0.2, 0.4, and 0.6 mm, with a 300 °C maximum nozzle temperature and 1.75 mm filament. The hotend is quick-release for fast servicing.

Filament is stored inside the enclosure under the top cover on rolling holders for two 3 kg spools. Guide tubes feed material to the extruders, with an optical run-out sensor pausing prints when filament runs out. Loading is done via quick coupler and guided by on-screen prompts.


Control is handled by an Atmel ARM Cortex-M4 (120 MHz FPU) motion controller and an NXP ARM Cortex-A9 Quad (1 GHz) logic controller running Embedded Linux, with 1 GB RAM and 16 GB flash storage.


Before each print / daily

Per job / as triggered by duration

When alarms or symptoms appear
General handling
Raise3D offers a limited hardware warranty to the original user, covering defects from normal use. Repairs or replacements are at Raise3D’s discretion. The warranty excludes consumables (e.g., nozzles, hotends, filters), misuse, poor maintenance, unauthorized repairs, cosmetic issues, external damage, or use of non-approved parts or filaments.
The standard warranty lasts 12 months from the invoice date. Extended warranties are available — contact Top3DShop for a quote.
Manufacturer support channels.
Working hours & locations (manufacturer):
Self-support resources (manufacturer):
The Raise3D MetalFuse costs $0.00 and includes the Forge1 printer, D200-E debinder, and S200-C sintering furnace — providing a complete, integrated metal printing workflow without third-party hardware. The system is optimized for Ultrafuse® filaments to ensure consistent print-to-metal results, offering an alternative to selective laser melting processes. Buy Raise3D Metal Fuse at Top3DShop for expert training, installation and on-site support. Contact Top3DShop for a custom quote.

Update your browser to view this website correctly. Update my browser now







