
Starting as University of Pennsylvania student research projects and launched after a Kickstarter fundraising campaign, the Wazer waterjet cutter is now the smallest and most compact waterjet machine in the world, which makes it an interesting device to discover.
This is Top 3D Shop, and in this article, we will tell you everything you should know about the brand new Wazer desktop waterjet.
How do these machines work? A mixture of water and abrasive, fed under high pressure, cuts metals and alloys, ceramics, stone, glass, plastic and other materials.

At its core, Wazer is a conventional CNC machine. Before sharing our experience with this device, we suggest understanding which CNC machines can be used for cutting, as well as what advantages and disadvantages they carry.

All machine tools with numerical control can be divided into several main categories. The most common are milling machines. Their main advantage is the ability to process 3D models, but they can run into issues with edge finishing or 3D reliefs.

You can cut along the contour with a milling machine, though, but this will most likely take a lot of time. Another side effect is the formation of burrs. This should be taken into account when working with metal and wood.

Cutting such materials is much easier on laser machines. But even despite the equipment’s cost and dimensions, you are likely to run into “burnt edges”, when the metal on the edge changes its structure and loses hardness. Also, a hard burr is formed in laser cutting, requiring additional processing. So, if you take a CPM 3V heat treated steel billet and cut it on a laser machine, the edge will be damaged.

Plasma cutting has its own nuances. Such machines can burn sharp corners, and can not handle high detail.

One of the most hi-end modern technologies is electrical discharge machining, or EDM. Such machines can produce remarkable detail and highest cut quality. As for the drawbacks, EDM equipment is exorbitant in dimensions and cost. In addition, these machines can only cut electrically conductive materials.

And here we are back to water jet cutting which can indeed be the ideal solution for most projects. In the case of Wazer, it is also unique. How do these machines work?
Wazer is available in both desktop and standup versions. In the second case, the machine is fixed on a special rack.

Of course, a desktop machine cannot compete with industrial installations capable of cutting steel tens of millimeters thick. But Wazer can easily throw a challenge to the heavyweights in terms of footprint and ease of maintenance.

Wazer has no direct competitors at the moment. One Chinese manufacturer launched a similar compact machine, but it can only be called a desktop unit conditionally. With the desktop module weighing 280 kg and 2200 atmospheres of pressure, it cuts 10 mm steel and non-ferrous metals up to 20 mm thick. But the pump for this unit alone weighs 360 kg and consumes 7.5 kW of power.

In addition, its cost is three times higher compared to the Wazer.
Let’s start with safety. The working space of the machine is closed with a plastic cover. The lid has shut-off protection — the machine turns off when the lid is opened.

The main Wazer cutting module has dimensions of 856 x 648 mm.
The height of the desktop version is a little more than 0.5 m, and over 1.2 m for the standup version.

The provided pump is even smaller, at 533 x 355 x 280 mm. The main module and the pump weigh 50 kg and 42 kg respectively.
80 mesh garnet is used here as abrasive. Garnet consumption is on average 150 g per minute.

The dimensions of the working area are 300 x 460 mm with a plastic honeycomb structure bed. The bed is also classified as a consumable, since it gets damaged as the part is cut. A few spare beds are included with the machine and you can order them separately when needed.

The controls are located on the top and embedded into the frame, comprising the LCD display, card reader, control buttons, start-stop and of course an emergency shut-off button.

The electronic components are located under the side wall. Here is the main driver and two solenoid valves: one for inflow, the other for draining.

Workpieces are easily and securely attached to the cut plate with screws. The large thickness of the bed and its cellular structure help to absorb the high impact of the water jet. The bed is partially immersed in water with the level maintained within strictly defined limits. The bed also has markings with three inch steps for easy reference.

The lightweight, compact cut head has an extremely simple design. A high pressure tube is connected at the top under the cap. Wazer’s working pressure is 320 atmospheres. This parameter can be 10–20 times higher in industrial machines, but it is still enough for most cutting needs.

The top of the head holds a high pressure nozzle, which feeds the water into a mixing chamber below. The abrasive is mixed with water and directed to the second nozzle below. This nozzle is also a consumable, since water mixed with garnet wears it out over time. A rubber cup is installed on the lower end of the cut head, protecting the transparent lid cover from splashes.

The two nozzles and the mixing chamber essentially make up an ejector pump. Its design is primitive since it does not have any moving parts. The working element is a jet of water passing through two consecutive nozzles. The abrasive is fed into the mixing chamber through a hose and sucked into the chamber by the pressure generated by the water jet.

Since it is impossible to completely protect the working area from abrasive splashes, the machine’s guide rods are closed off with rubber sealing. The Y-axis is based on a single rod guide, with dual rod guides on the X-axis.

If you remove the rubber cup, you can clearly see the second nozzle. The upper nozzle forms a high-pressure jet of water, but after passing through the mixing chamber, it gets distorted and the second nozzle is needed to focus the abrasive water jet stream.


Prior to operation, it is necessary to fix the workpiece and set the required gap between the nozzle and the surface of the material. To do this, you can use the top cap and lower the head by loosening the fixing screw. After that, the machine is ready, you can run the G-code.

The cost of specialized software for CNC machines can reach hundreds and even thousands of dollars while Wazer’s proprietary WAM software is cloud-based and free. All you need is a computer with internet access. This software is necessary to create a control file which is a G-code, like on many other water jets.
The WAM interface includes exclusively the most essential features with a detailed online help section with illustrations for fast troubleshooting.
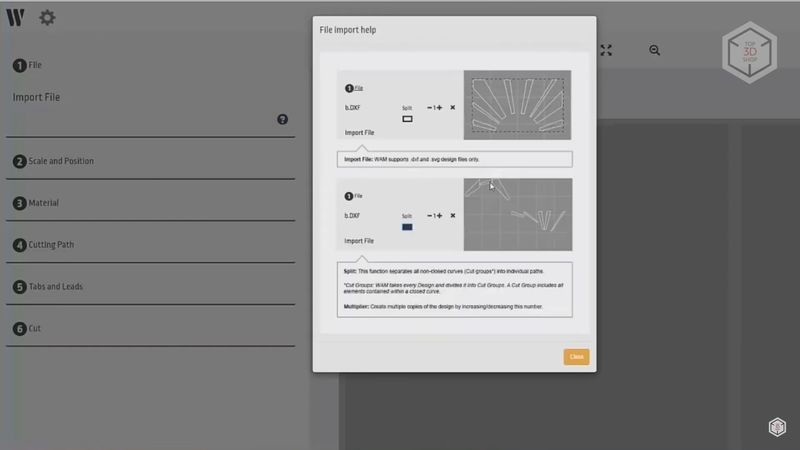
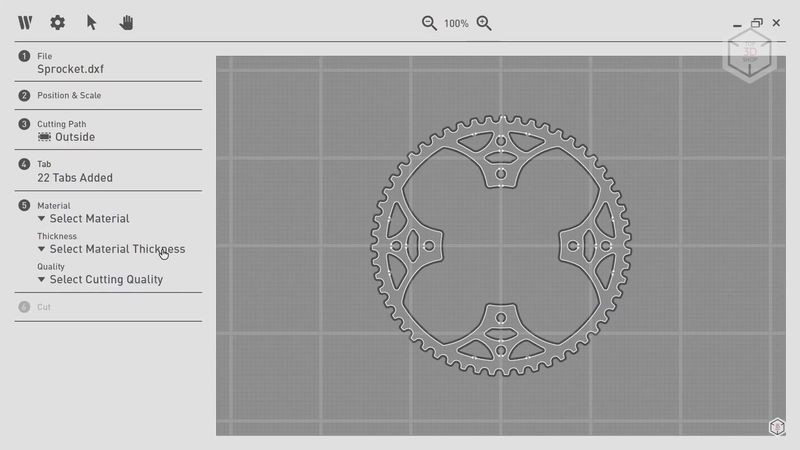
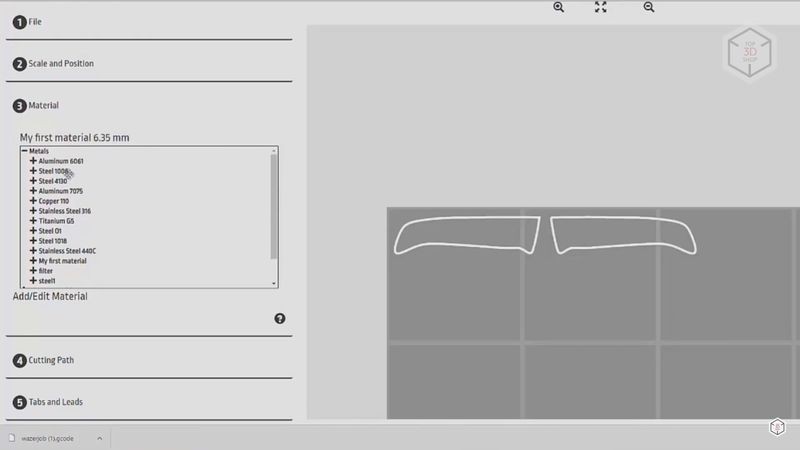
First, we will load a prepared file in DXF or SVG format, then locate the cut outline in a convenient area and set the type of material. WAM includes a large list of presets covering various materials with thicknesses in inches and millimeters.
The machine can include an offset margin for post-processing, or set to cut exactly along the line. Making the cut closed or leaving gaps is up to you. For particularly thin, soft and delicate materials, gaps are strongly recommended, as the part may be exposed to the abrasive water jet when it separates from the workpiece.
The software allows you to set the length and number of gaps, as well as automatically arrange them — they are highlighted with yellow dashes. You can also enable or disable the leads. They are indicated with blue triangles.
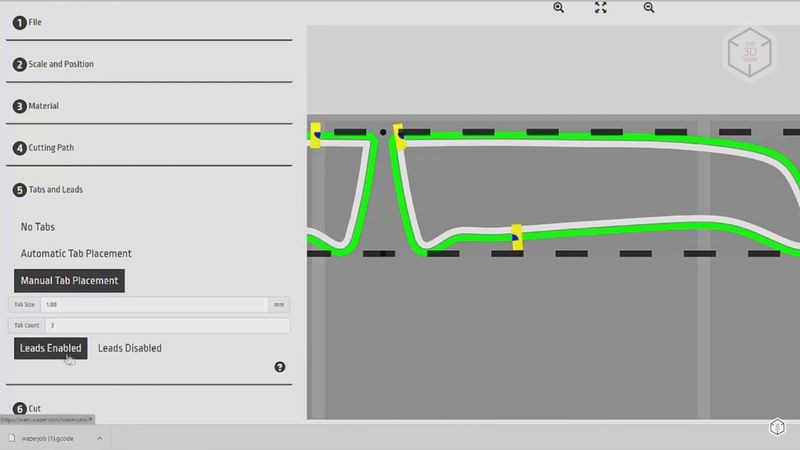
Pierce points have a larger diameter than the width of the cut and give a notch on the edge, but make cutting more sustainable with better control of the process. When the leads are turned off, the piercing occurs smoothly and the contour is more even.
The gaps together with the entry points can be set manually and also hidden by placing them in the corners. But cutting off the gaps will be less convenient, so in our test cuts, we ignored the manual settings and left everything as it was.

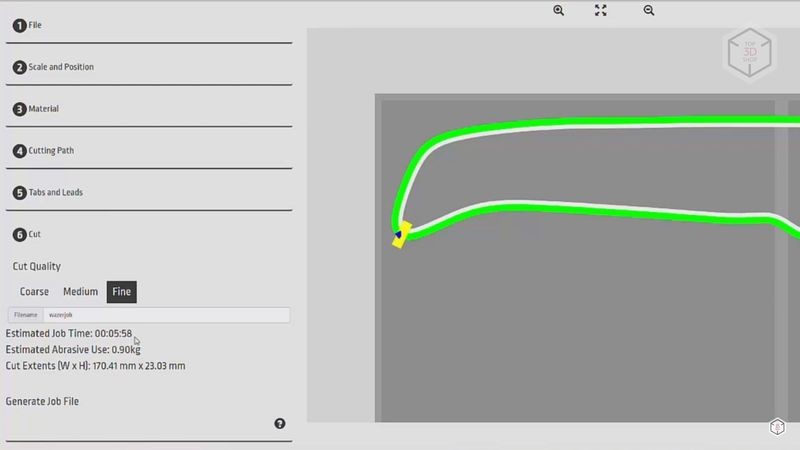
Last parameter to set is the quality of the cut — rough, medium, or high. The higher the quality, the less taper and the smoother the edge. The difference between the options relates more to water consumption and cutting time. The software immediately calculates the operating time and garnet consumption.
In terms of material consumption, apart from the generic 80 mesh garnet, the machine is compatible with Wazer brand abrasives available in different package sizes.
Let’s start with the water circuit. The pump unit is connected to a water supply system with a stable pressure of at least two atmospheres. The pump creates a working pressure of 320 bar, or 314 atmospheres.

The high pressure line is connected to the solenoid valve at the rear of the body with a reinforced rigid hose.

A thinner hose delivers high pressure to the nozzle of the cutting head. Water consumption is low, with pressure being the decisive factor.

The tub under the bed must be filled with water during operation. This can be done either manually or through the nozzle of the cutting head with disconnected abrasive supply. Note that the first option is much faster. The water level is regulated automatically by sensors.
Water is gravity-forced into the drain pipe. The drain is made through an electromagnetic pinch valve that squeezes the silicone hose with a metal clip. It also provides for manual control — you can drain excess water by pressing the button below.

Water is constantly circulated in the tub by two pumps and a system of ejector nozzles. Pumps also run the water through filters and feed it into the ejectors. These are passive pumps, which capture abrasive particles and redirect them to dedicated containers for waste garnet.

Now let’s dig into the abrasive supply system. It should be noted that 80 mesh garnet is not intended for recycling. The presence of dust and small particles in the garnet is unacceptable, because they settle inside the nozzles and disrupt the operation of the entire system.

Garnet is sipped through two metal grids into a plastic hopper, with two vibration motors at the bottom.

The lower part of the hopper forms a funnel with a metering pinch valve, similar to the one installed in the drainage system. It can also be adjusted manually during maintenance.

A rubber mixing chamber is connected to the bottom of the valve with a reverse slope air intake. The reverse slope prevents garnet from leaking when the machine is shut down.

The connection here is flexible, so you can easily pull out the container and add garnet mid-cut.

A few words about the mechanics. Similar to 3D printers in principle of operation, the axes are driven by stepper motors through toothed belts.
The honeycomb-shaped bed is fixed through two intermediate plates. These plates can be disassembled, allowing you to turn the bed over and use it until it starts falling apart.

The fixing allen key bolts are submerged in water and small holes are drilled through to prevent the caps from clogging with abrasive. Good attention to detail in the overall slick design.

The bed supports are spring-loaded. By tightening the screws, we adjust the level of the surface to approximately the same height of the head movement pattern.

What is especially noteworthy, Wazer easily copes with such difficult-to-cut materials as glass, rubber, and silicone.

For example, it is very difficult to manually cut glass into tiles of the desired shape. This is a very time-consuming process, so the prices for quality stained-glass windows are usually exuberant. Wazer does this job in minutes, and it is just one of the many ways you can save time and money.

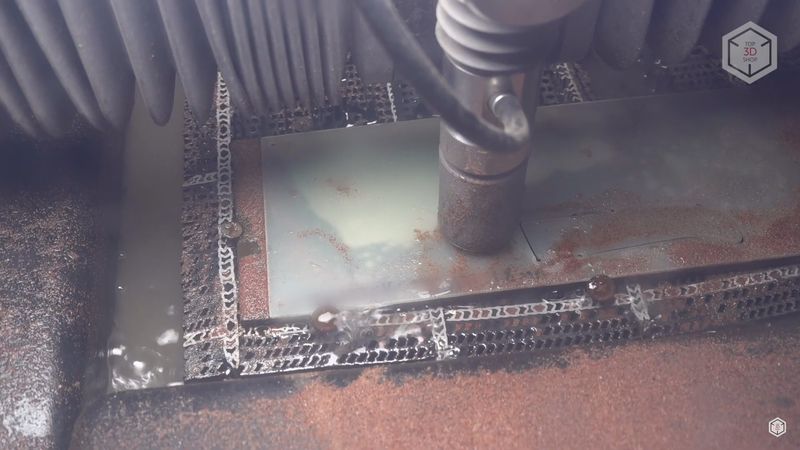
Before starting operation, it is important to make sure that the part fits on the workpiece. This can be done with a dry run. The head passes through the entire trajectory without water injection. If everything is in order, you can run the program and initiate the cutting session.

In terms of noise level, Wazer can be compared with a car compressor or an electric meat grinder. The water jet can be heard at the piercing point. 3 mm glass is penetrated in 2.5 seconds, ebonite with a thickness of 6 mm in 5 seconds, and 2 mm 55–60 HRC steel in 15–20 seconds.

The machine can be paused for cleaning and some basic maintenance procedures. After that, cutting resumes from where it stopped.
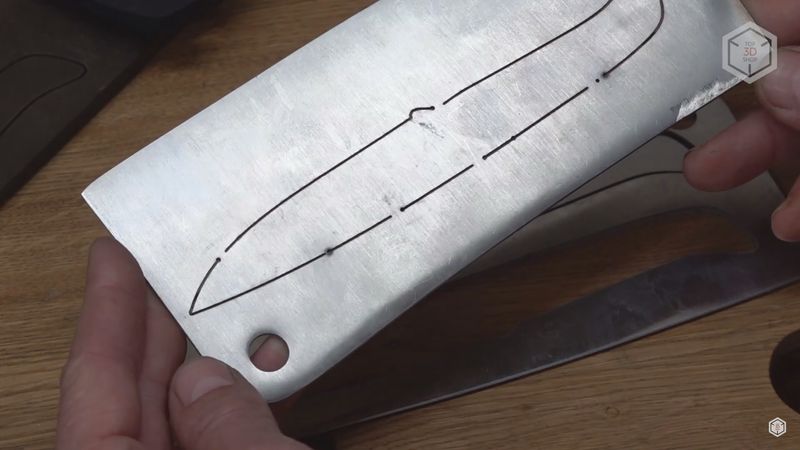
At first, it is inconvenient to position the cutting head when the workpiece is located in the middle of the bed, since the rubber cap obscures the nozzle and you cannot see where it is exactly. You can cut out the starting coordinates in the corner of the cellular bed and position the workpiece based on these marks. Alternatively, for positioning we recommend using a thin plastic circle with a central hole, corresponding to the diameter of the rubber cap.

Be prepared for the fact that a large amount of fog is emitted during operation, blurring the view inside the protective cover.

We tried to cut different materials making this a huge experiment with cutting modes and speeds. By the way, the travel speed can be set in real time by pressing the up or down buttons on the control panel, just like in 3D printers.

Naturally, the cut head movement speed does not change instantly. After all, there are always several lines of G-code in the RAM, and the changes take effect on the next line after the adjustments, which is normal for a CNC machine.
When the speed is too high, the machine will not have time to cut through the material completely, creating an intense jet of water to the side. The material is still cut, but not all the way through and will not separate from the workpiece. Incorrect cutting settings for materials that are not included in the list of presets also lead to a similar result. In this case, finding the right settings is a process of trial and error.

Another question is whether the abrasive can still be reused. So we gathered the dried waste garnet and loaded it into the hopper.

We took some photos to show how different the new abrasive is from the original. Fresh garnet granules are consistent in size and clean, while in the recycled material is a finer fraction with dust.


The machine started in normal mode, but after 3–4 minutes several splashes erupted from under the head and the working area was filled with fog. The abrasive supply stopped. We had to pause the machine, clean the garnet supply hose and fittings.

The cleaning took only 2–3 minutes, but working with recycled garnet has another unpleasant side effect. When restarted, the head moves back along the path to avoid the forming of gaps. But no matter how hard you try, it is simply impossible to instantly stop the machine after the head clogged up and stopped cutting. In our case, the software rollback was not enough to compensate for the head movement after shutdown.

In addition, after blowing the hose with a compressor, we noticed that fine dust similar to pressed clay stacks up in the garnet supply fittings, clogging them up.

There are other disadvantages to using recycled abrasives. This results in larger piercing points and tapering with the cut line on the surface becoming wider, and sometimes unpredictable undercutting of the material.

Our verdict is that saving on abrasives is not worth the effort.
The Wazer desktop waterjet cutter is a truly versatile tool. It can become a valuable asset for professionals in design and jewelry, inventors and makers and find an application in repair shops.
Wazer cuts even the most durable materials with high detail and precision, which is virtually impossible with manual processing.

Update your browser to view this website correctly. Update my browser now




Write a comment