
Hello, this is Top 3D Shop, and in our new review we are talking about the Omni3D Factory 2.0 3D printer. It features a large build area, designed for printing with engineering filaments, such as nylon and polycarbonate, as well as high-temperature Ultem and PEKK. With two extruders and multi-material supports, users can print complex and unusual shapes with interesting combinations.
Read on to learn more.

Credit: omni3d.com
Omni3D is the first Polish manufacturer of industrial 3D printers based on FFF technology. It operates in Poland and abroad, offering industrial 3D printing systems, equipment rental, and custom 3D printing. Their first machine, RapCraft, premiered in 2013. The company has received numerous awards and prizes for its further developments in the sphere of 3D printing.


The Omni3D Factory 2.0 is simple and reliable. The developer company especially focused on the kinematics of the printer as well as modern industrial design solutions.
The machine has two large openings with viewing windows for easy access. All printer doors are equipped with magnetic clamps. The doors lock when the printer is in operation and during any movement of the extruders or print bed.
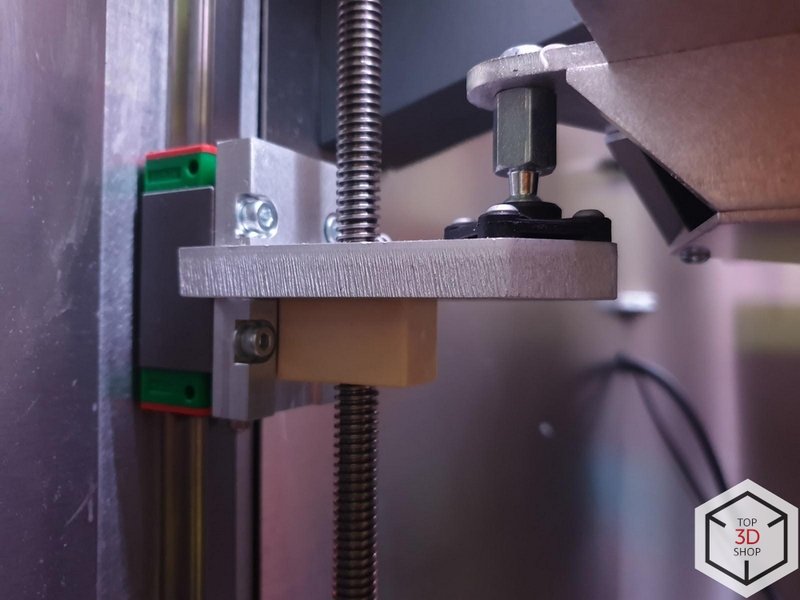
Hiwin precision guideways, combined with threaded screws, are the best solution for such printers as they provide the necessary rigidity. With PEEK nuts or similar materials on the screws, the machine supports printing at speeds over 100 mm/s.

The kinematics of the Factory 2.0 inspire confidence. Everything is neat and nice except for the machining of non-responsive surfaces. The print bed is mounted on three single screws and linear guideways with independent stepper motors, which improves the precision of leveling. Automatic leveling and extruder height adjustment is available. Manual calibration is not provided, the same applied to the bed mapping function.
The printer has a large build area of 500 x 500 x 500 mm. The build plate is equipped with a heating element and can reach up to 130 °C.

The Omni3D Factory 2.0 has an enclosed heating chamber, dedicated filament storage compartment, and separate compartment for the electronics. Two power connectors activate the electronics and heating elements. The build platform is fitted with a smooth glass. We used Kapton tape during the printing process for better adhesion of complex engineering filaments, such as nylon, PC, and PEEK.
The build chamber is heated up to 70 °C. A thermal sensor is fitted inside to regulate the temperature. In the lower part of the chamber there is a cased impeller that distributes hot air within the build chamber. Additional fans on top help to avoid overheating.
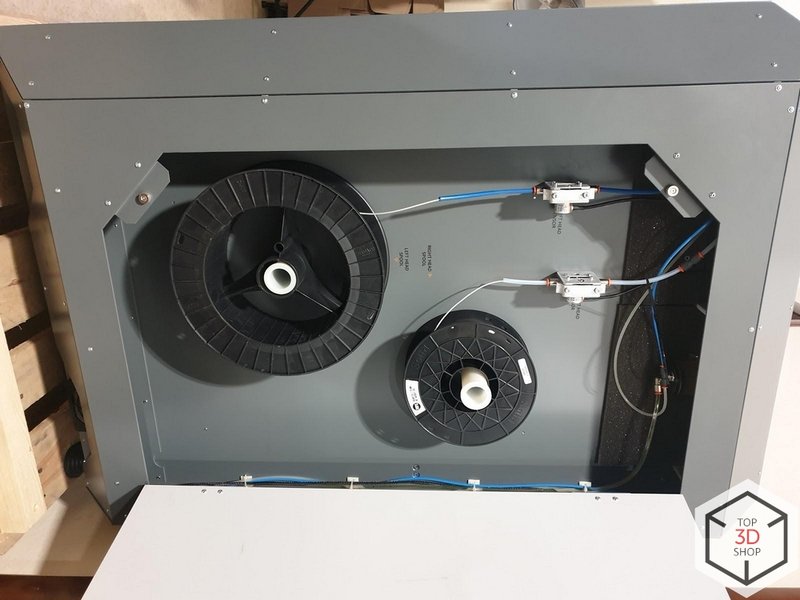
The filament storage compartment is separated from the build chamber by a solid metal wall with thermal insulation. Here you can find two spool holders, which are designed for two 2 kg spools of REC plastic. There is also a pair of mechanical encoders mounted in the compartment. They detect the absence of filament, control the feeding mechanism, and count the amount of plastic used in meters. At the very top, there is an expansion tank for the extruder thermal barriers, which is divided into two circuits. The radiator is in the lower section of the housing.
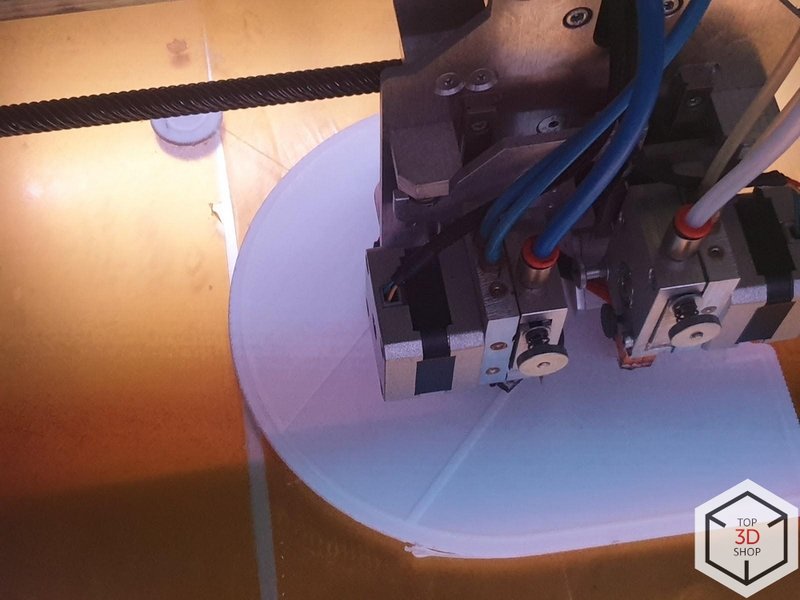
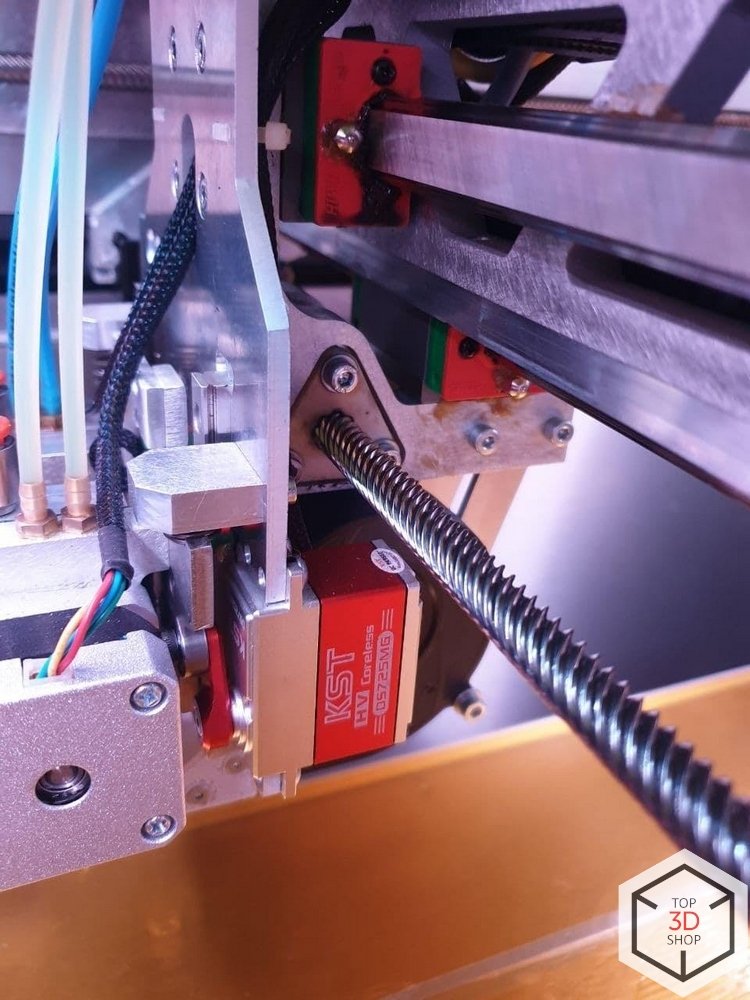
The Omni3D Factory 2.0 is engineered with two extruders on an independent suspension. They are E3D Volcano with an original feeder and a thermal block for cooling the thermal barrier.

The representative of Omni3D comments:
“Many companies producing 3D printers face the problem of printing with flex filaments because the softer the material, the harder it is to print. The Factory 2.0 eliminates this inconvenience by a specially shaped brass head holder that prevents the filament from tangling and winding up on the extruder gear teeth.
This solution has proven itself on numerous occasions. The only complication arises when we load filament into the extruder. Flex has to be loaded manually, which means that after unscrewing the clamp, you should put the thread into the brass head holder, then close the extruder’s clamping lever, and so you can start printing.”
The extruders are installed on a solid mounting plate. Precise guideways and multi-turn screws driven by stepper motors are used for movement.
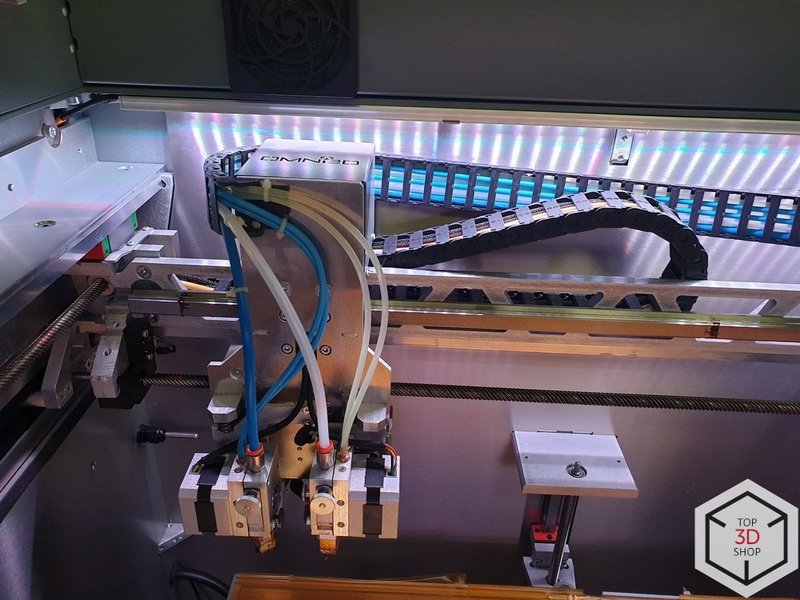
For high-quality printing with two materials (soluble supports or different colors), the extruders are positioned along the Z-axis with independent servo drives. The height adjustment is automatic. The extruders are equipped with thermal blocks that operate at temperatures up to 360 °C, with optional values of up to 420 °C. The thermal barrier for each extruder is equipped with a water block and is effectively cooled to 70 °C in high-temperature environments. The printed models are cooled during the process by a turbine with split winglets.

The controls are quite minimalistic. The panel mounted at the top of the printer at 45 degrees contains: an on/off switch (separate), an emergency stop button, and a 6.8" touchscreen display.
The software interface is simple and intuitive. There are four main tabs in the menu.
Overview: it is divided into two blocks. The first of them shows the temperature of the extruders, build plate, and the chamber; the name of the file selected for printing, and the amount of filament used. The second block contains: the button to select a control program, the start/stop and pause/resume printing buttons.
Temperature: here you can set the temperature of the extruders, the chamber, and the plate. It is also possible to enable forced chamber cooling and part blowing in the corresponding submenu.
Mechanics: this section controls the extruder and plate movement, filament loading and unloading, bed leveling, and Z-axis calibration of the extruders against each other. You can run the extruder cleaning program and park the head module in the far left corner of the chamber.
Other: this tab displays the settings and information about the printer: its model, serial number, software version and release date, running time, and print time. There are also additional parameters, of which only the X- and Y-distance of the extruders and the printer firmware update feature are needed.
Only the Overview and Temperature tabs are available during printing so that accidental changes to the settings will not ruin the product. It is due to the industrial use of the printer and the fact that the manufacturer guarantees print quality.
By pausing the printer, one gets access to the extruder positioning and filament loading/unloading functions. The printer also automatically pauses if the filament runs out or the extruder is clogged. In case of a complete power outage, printing cannot be resumed and will have to be restarted.
The Omni3D Factory 2.0 comes with:
The scraper provided by the manufacturer is not very handy. Experienced users prefer a slightly wider, thinner, and more flexible tool. The quality of all the supplied products is decent.
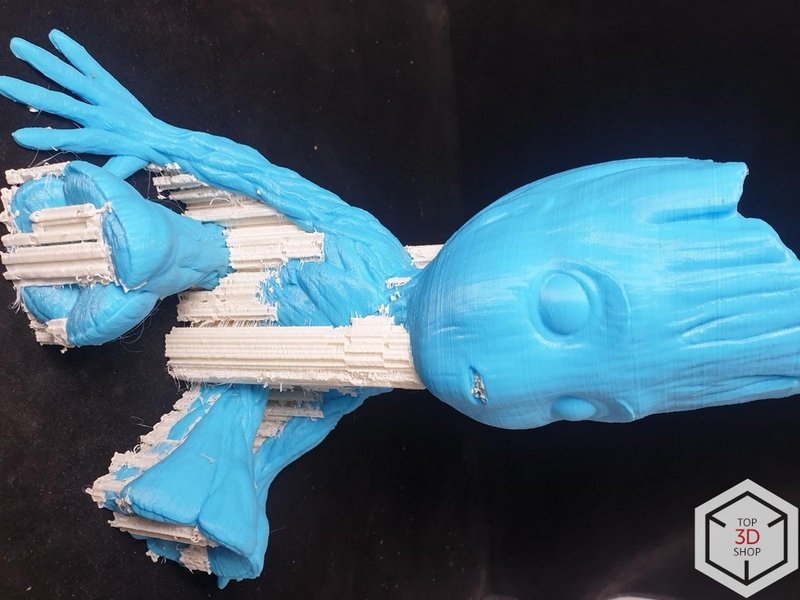
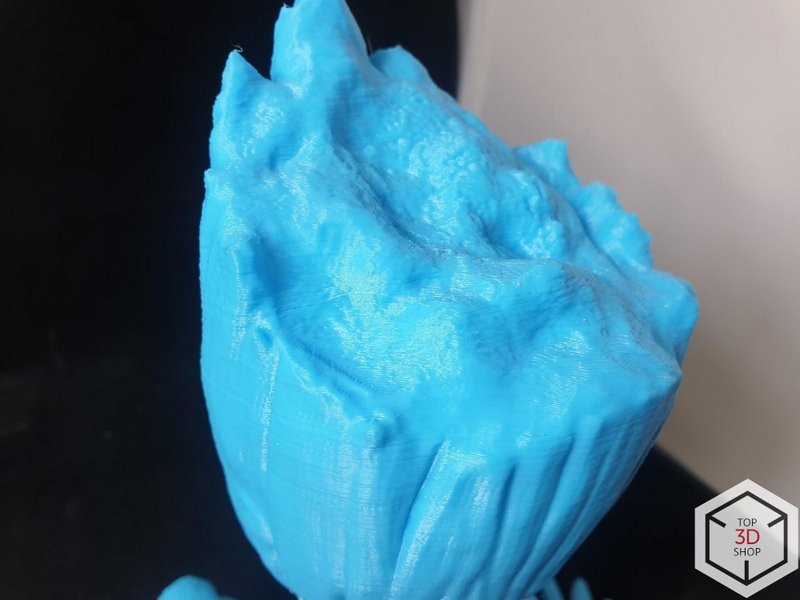
As the first test sample, we chose an art model to evaluate the overall print quality with two extruders. The material is ABS/ABS. The model has both overhanging elements and complex relief surfaces.
The printer handled all the intricate parts very well, which was very satisfying. The idle extruder hardly ever drips, even when fully heated. That’s a common problem for cheaper machines.

If you look closely, you will see that all the layers are well sintered. Even the smallest details turned out great.
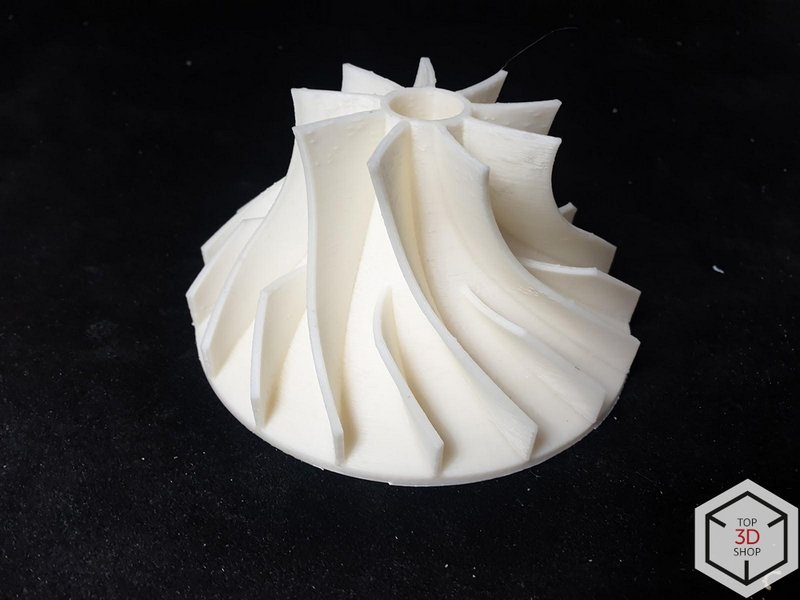
After the initial test, there was no doubt that the Factory 2.0 could manage the printing of an impeller.
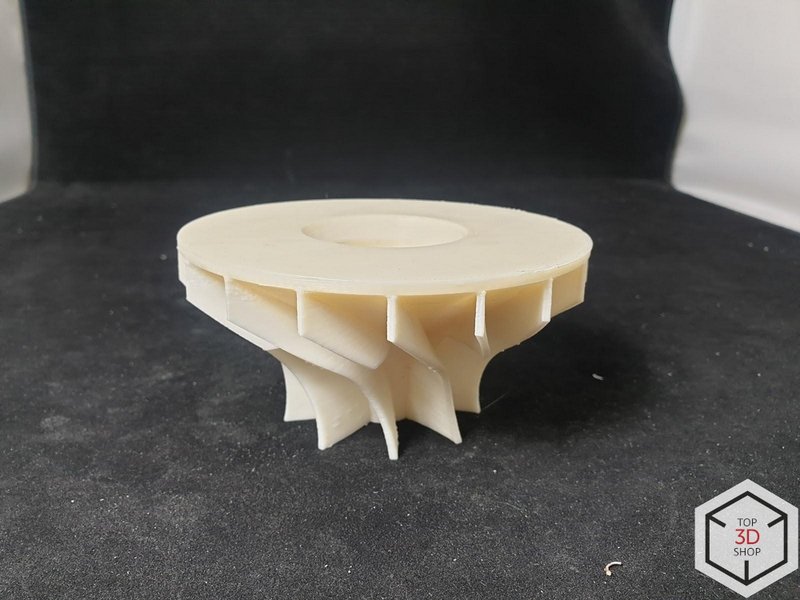
The part was printed with ABS plastic and HIPS supports. The surface quality is high.
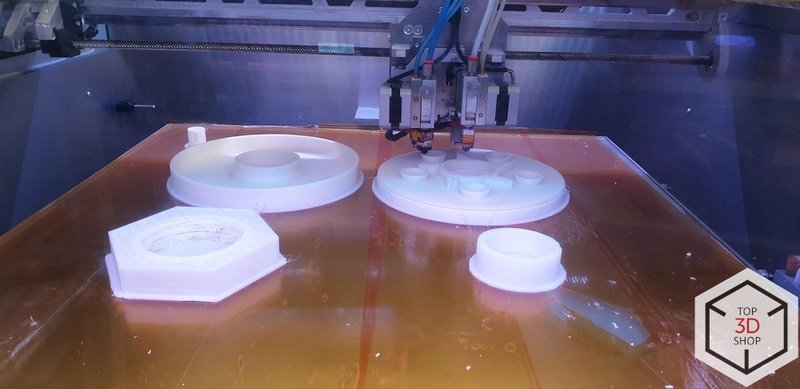
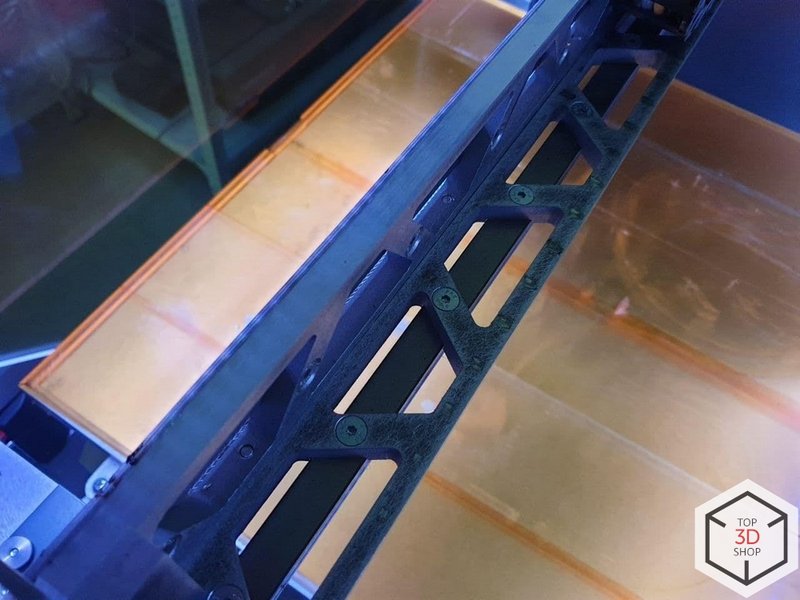
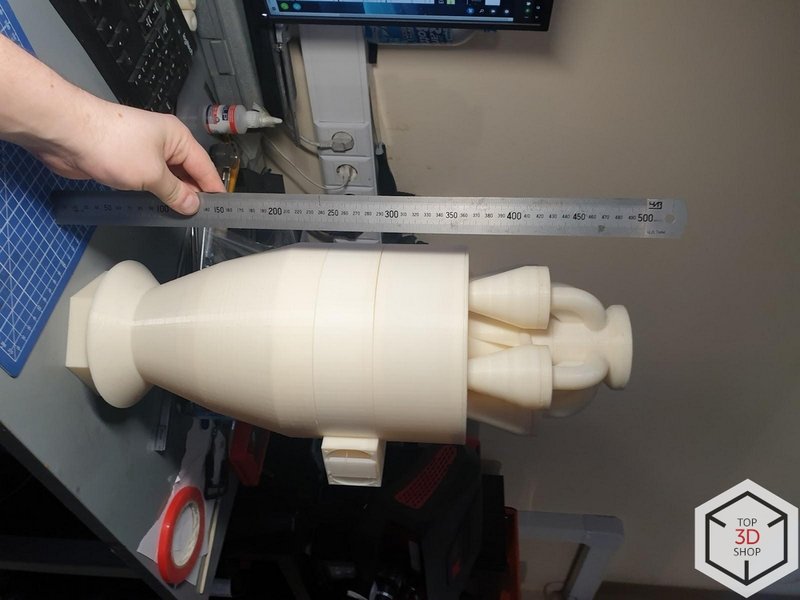
For the main test, we chose a complex cyclonic separator that will be further used in the chip extraction system of the SolidCraft CNC-6090 milling machine.

The optimal material for the separator is ABS, since it is wear-resistant and durable, and HIPS-printed supports that will be easily removed afterwards. Due to the complex geometry, impressive size, and many fittings, the model is great for comprehensive evaluation of print quality, surface quality, accuracy, and print stability.

The total printing time was about 160–170 hours; the total volume of the objects without supports amounted to 1627 cm³. The printer proved to be exceptionally stable during the process.
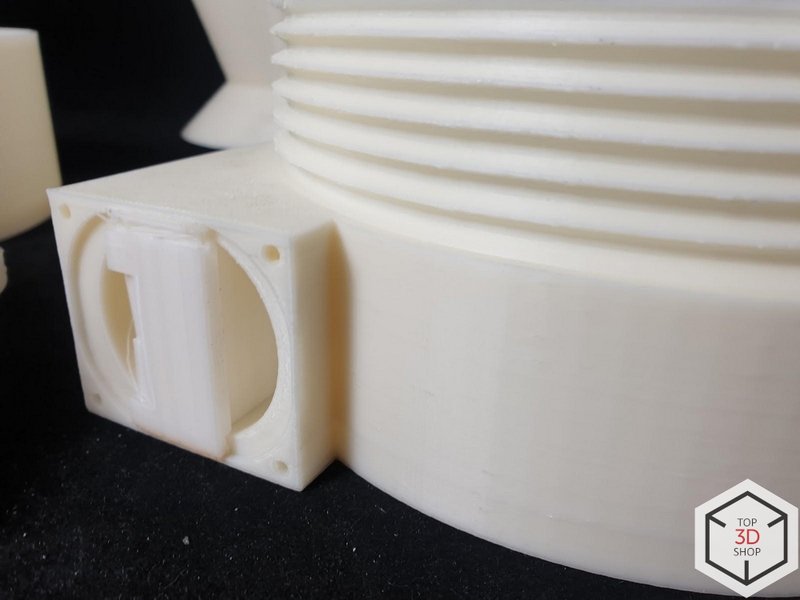
The Omni3D Factory 2.0 showed a high level of print quality. All fittings came together smoothly, no additional machining was required. The HIPS supports were easily removed without a trace.
Key printing parameters:

We faced the only problem during this test: the first layers warped a bit on contact with supports, but it didn’t affect the final result.

To fix the situation, you can reduce the speed for the lower dense layers.
The model printed with PEI (Ultem 1010) turned out to be very durable.
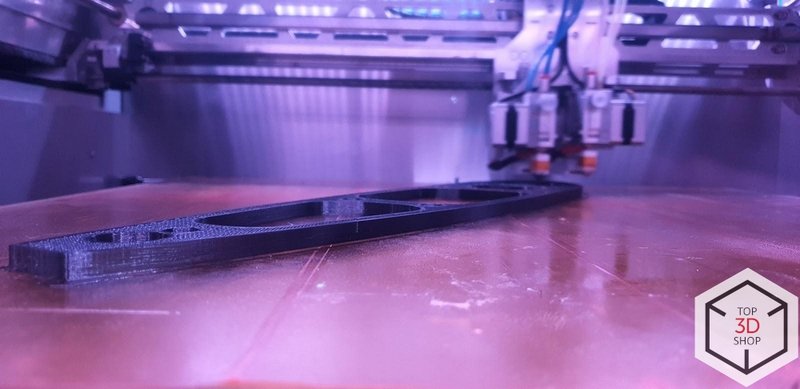
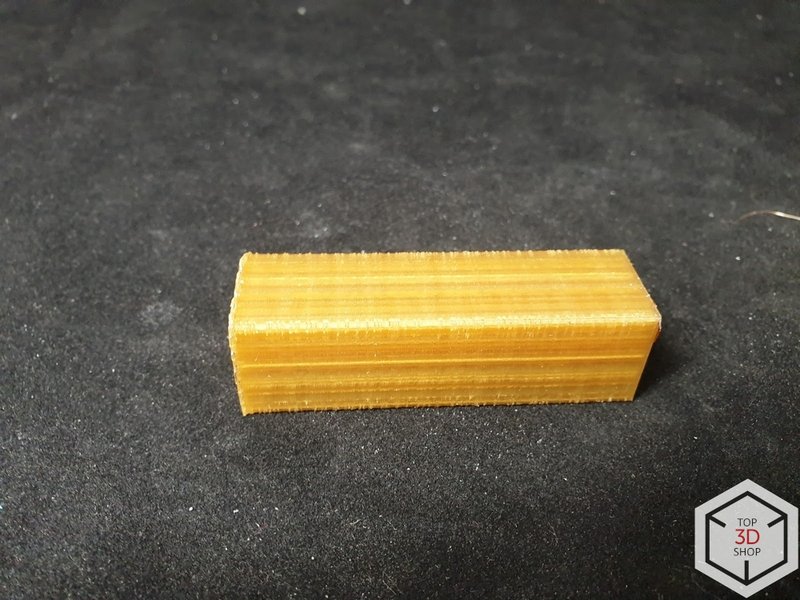
Finally, we printed a large PET-G part. The quality and speed of printing left only positive impressions.
Pros:
Cons:

The Omni3D Factory 2.0 printer is very easy and intuitive to use. Thanks to the heated chamber, it prints ABS and similar filaments well at speeds of 100 mm/s for walls and 160 mm/s for infill.
Another undeniable advantage of the device is high-quality printing with two extruders. No material leaks from the idle extruder were observed. The HIPS supports can be easily removed from the ABS parts. Besides, the machine is good at printing with PET-G.
The experimental printing of small parts with materials like PEKK and ULTEM is also possible, but the maximum chamber temperature (70 °C) is not enough for proper work with them. During testing, only small models with simple geometry could be printed in high quality at 20 mm/s. For parts with complex geometry, the speed should be reduced to 10–15 mm/s. Large parts printed with refractory filaments most likely cannot be printed in the Factory 2.0 due to warping as the maximum temperature is definitely not enough for them.
Update your browser to view this website correctly. Update my browser now




Write a comment