The 3D printer nozzle is a small but extremely important part that determines how the molten filament will form the printed layers. This is a piece of the extruder — the unit responsible for melting and applying plastic. In order for 3D printed products to have consistently high quality, it is necessary to monitor the condition of the nozzle.

To be sure of the physical condition of the part, one should understand the principle of its operation. Read on to find out how to use the extruder nozzle properly.

The nozzle of a 3D printer is the part of the extruder through which the molten filament is fed onto the print bed. The quality, material, and diameter of the nozzle determine what consumables can be used in a 3D printer and the quality of printed models.
Most FDM 3D printers allow you to change nozzles depending on the purpose of the print. Although these parts are relatively versatile and do not require frequent replacement, the user should be familiar with the various systems to be able to resolve current complexities and thus avoid serious problems with the extruder.
The nozzle in a 3D printer is a small through-hole piece that is screwed into the heating cube and is a part of the hot end. The filament enters the extruder and thermal chamber, where the material rapidly melts. Adjacent to the thermal chamber is the nozzle through which the liquid filament is fed onto the print bed. When discussing features of a 3D printer nozzle, two main properties are taken into account: hole diameter and nozzle material.
The most commonly used nozzles are those made of brass with a 0.4 hole diameter. Brass is a very affordable material, and it's great for printing with common filaments such as PLA and ABS. Keep in mind, however, that when printing with “exotic” materials, such as glow-in-the-dark PLA or metallics, the softness of brass can lead to some problems.

Source: all3dp.com
Due to the continuous extrusion of filament containing solid particles, the internal walls of the nozzle will become abraded and worn down, which gradually makes the nozzle unusable. This leads to a decrease in the uniformity of the molten plastic coming from the nozzle, which, in turn, affects the quality of 3D printing. Consumables with increased abrasiveness or high melting points require nozzles made of harder materials.

Affordable and simple to produce, brass nozzles are effective solutions for desktop 3D printers. Brass is the softest of all materials used to make this part. The metal is easy to process, with its price and accessibility making for wide distribution.

Source: jakmachinery.com
Features of a brass nozzle:
High thermal conductivity;
Corrosion resistance;
Low tolerance to abrasion;
Optimal use: "soft" filaments such as PLA, ABS, and PETG; filaments not containing additives.

Some 3D printers are equipped with stainless steel nozzles by default. This material is harder than brass. Using a stainless steel nozzle makes it possible to print filaments reinforced with solid particles such as carbon fiber and metal. Even a long period of use will not cause nozzle erosion. Thus, the printing quality will not deteriorate either.
The disadvantage of steel compared to brass is its low thermal conductivity. This can lead to unstable filament extrusion speed, especially when using large nozzle diameters.
Features of a stainless steel nozzle:
Low thermal conductivity;
Corrosion resistance;
High tolerance to abrasion;
Optimal use: printing with filaments containing solid additives.
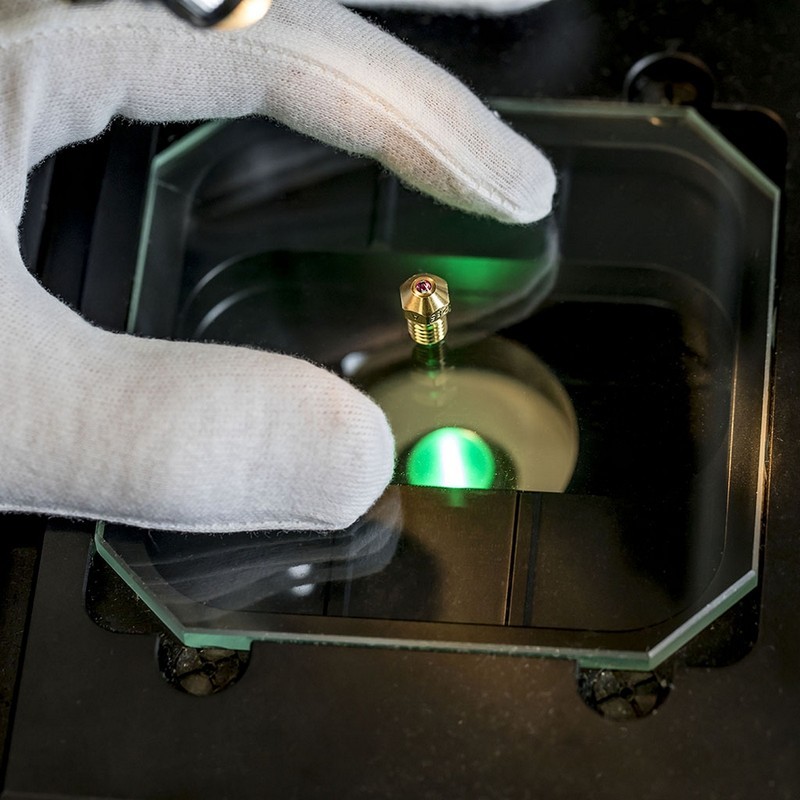
The additive manufacturing market is adopting alternative solutions — one of them is the Olsson Ruby nozzle. Designed by Anders Olsson, a research engineer at Uppsala University in Sweden, this type of nozzle was intended for experiments on 3D printing with boron carbide filaments. After using just one kilogram of this plastic, the standard brass and steel nozzles would become unusable.

Source: olssonruby.com
The product created by Anders Olsson is a ruby-tipped brass nozzle that retains the thermal conductivity of brass and boasts exceptional abrasion resistance. So far, such a solution is immensely expensive, so the ruby nozzle has not found widespread use, and there is little data on the performance of the part over long-term use.
Source: olssonruby.com
Features of a ruby nozzle:
High thermal conductivity;
Corrosion resistance;
Exceptional tolerance to abrasion;
Optimal use: printing with highly abrasive materials.

Source: dyzedesign.com
Another novelty on the market is a tungsten carbide nozzle for the 3D printer. This part is manufactured by the Canadian company DyzeDesign. The idea was borrowed from the heavy mining industry, where tungsten ceramics are used for cutting metals and drilling rocks. Tungsten carbide combines hardness, abrasion resistance, and high thermal conductivity. The project was initially presented on Kickstarter, and now it is possible to purchase such a nozzle on the manufacturer's website. The part is more affordable than Olsson Ruby but still far more expensive than that of brass and steel. Accordingly, it can be recommended only for cases where standard nozzles have proven ineffective.

Source: dyzedesign.com
Features of a tungsten carbide nozzle:

The diameter of a nozzle affects the level of detail in printed objects, determining not only the line width but also the recommended layer height. When printing with a 0.15mm nozzle, you can achieve higher X and Y resolution (compared to a standard 0.4mm nozzle). Theoretically, thinner lines enable more accurate sharp angles, but this result can only be obtained with a well-calibrated 3D printer since it depends on the work of its mechanics.
For optimal print quality, set the layer height at 25–50% of the nozzle diameter. This provides better adhesion between the printed layers. For example, with a standard 0.4mm 3D printer nozzle, it is recommended to print with a layer height of 0.1–0.2mm. To obtain a quality result when printing ultra-thin layers (less than 0.05mm in height), you need a 3D printer nozzle with a diameter of 0.2mm.The disadvantages of using a nozzle with a smaller diameter include:
high probability of clogging;
significant decrease in printing speed, as the printhead needs more time to cover the same distance that a larger nozzle does in fewer moves.
Nozzles of a large diameter also have their merits and drawbacks. Employing a nozzle with a 0.8mm orifice can even improve the print result if the printed model does not imply high detail. Wider extrusion reduces print time: for instance, printing a 0.8mm wall would take half the time it takes to print the wall in two lines with a 0.4mm tool.
During large-diameter extrusion, the layers adhere better, which increases the strength of the printed product. These advantages allow the use of large nozzles for rapid prototyping when the accuracy of small parts is not of great importance.
The downside of applying large orifice nozzles is reduced resolution. The thicker lines of extruded filament are not capable of rendering fine details precisely.
The quality and speed of 3D printing depend on the correct choice of a nozzle for the printer. By quality, we mean both the detail and accuracy of a plastic model and its structural strength. Virtually 99% of 3D printers are equipped with brass or steel nozzles. In recent years, though, research companies have been producing parts from alternative materials that increase the capabilities of 3D printing.
Update your browser to view this website correctly. Update my browser now














Write a comment