

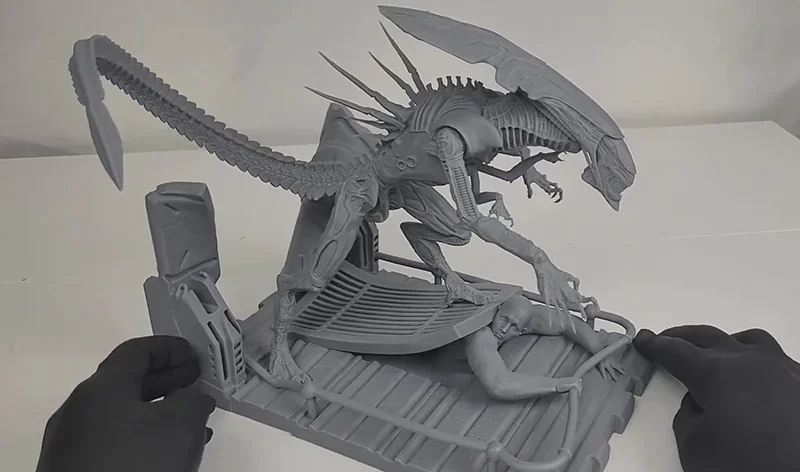
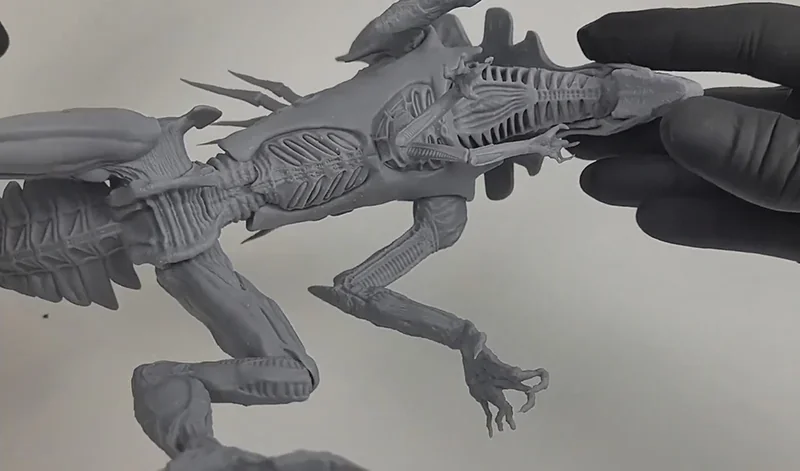
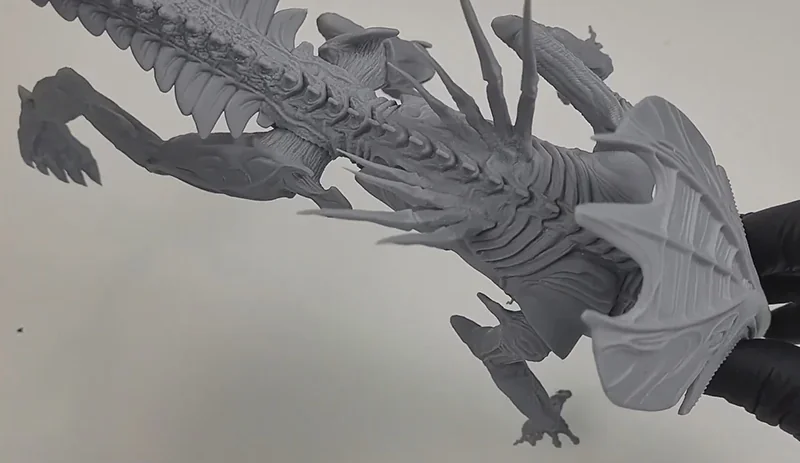
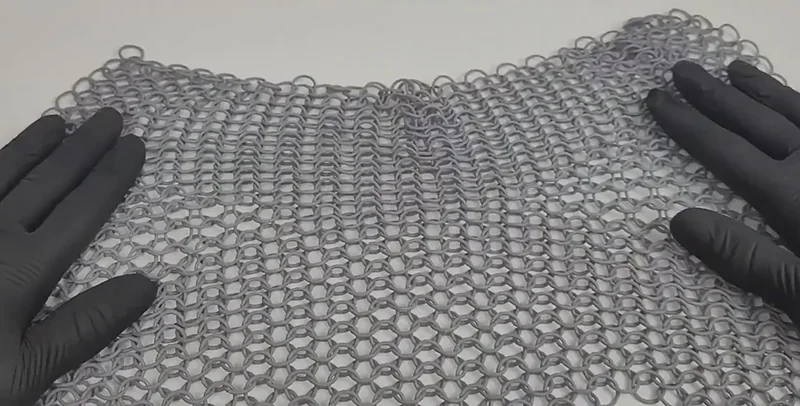
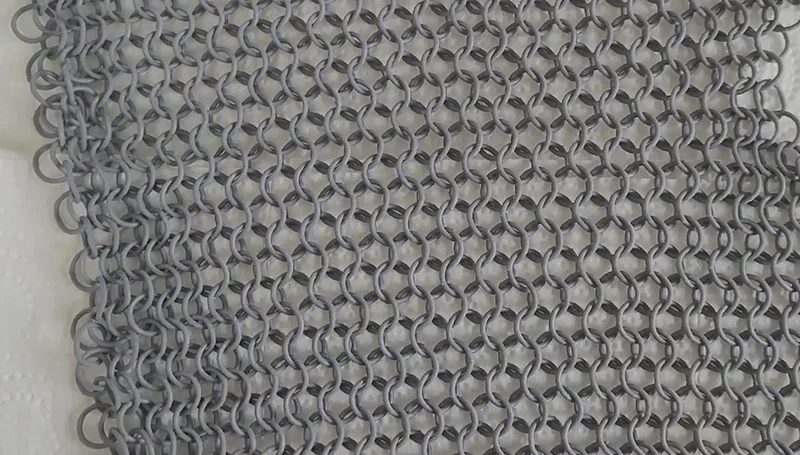
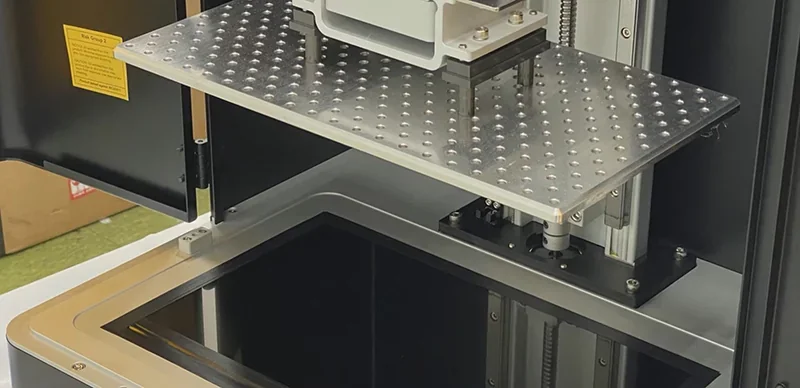
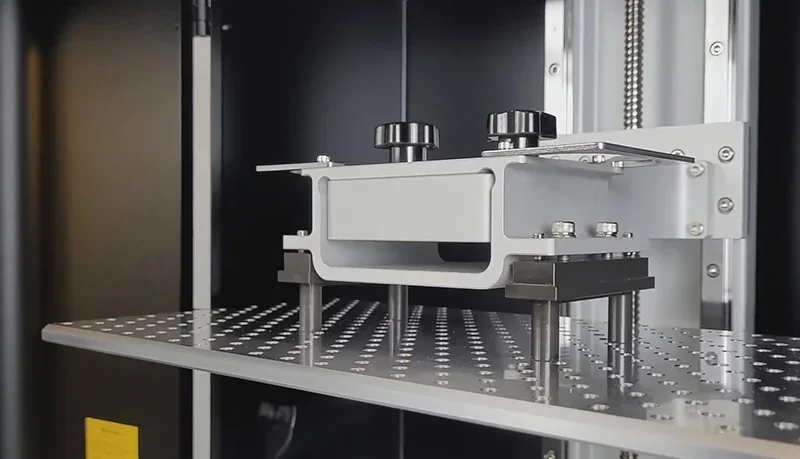
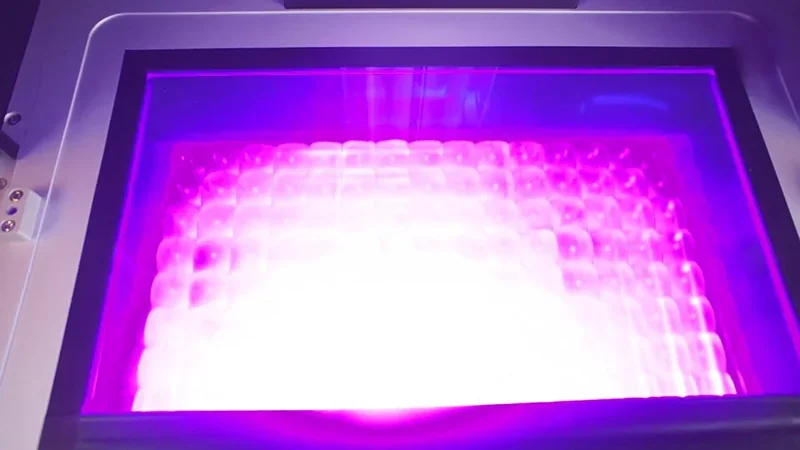
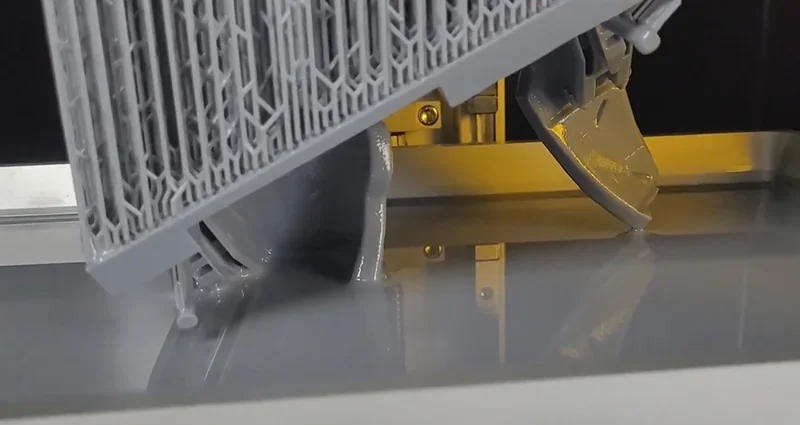
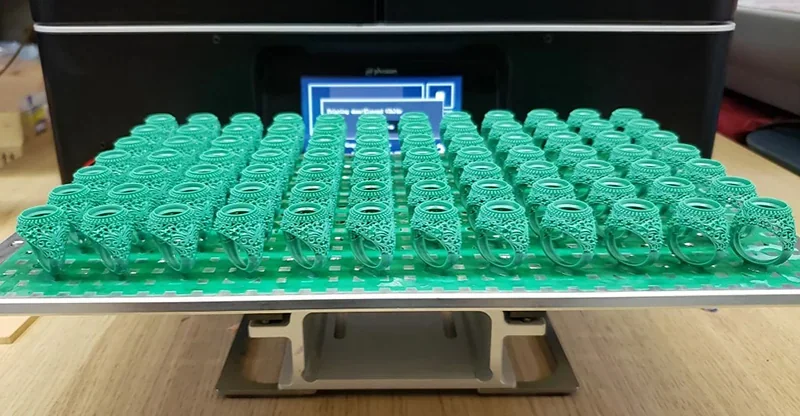
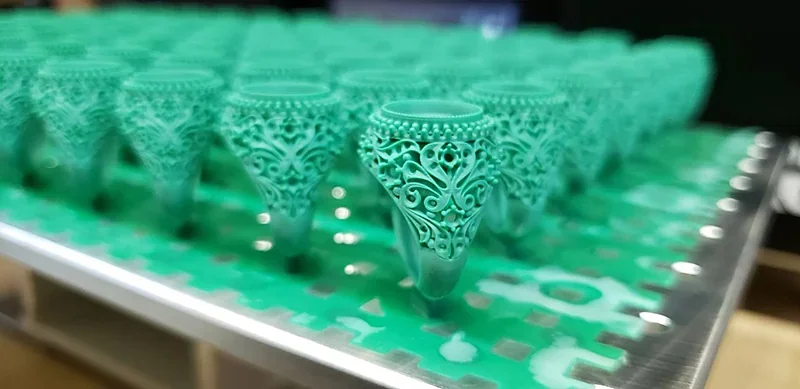
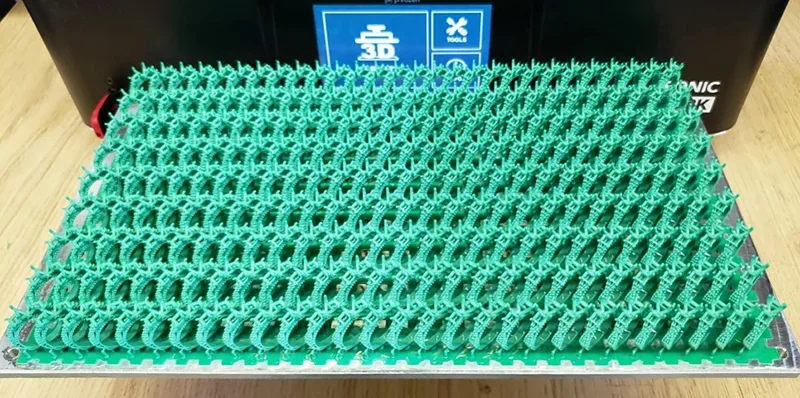
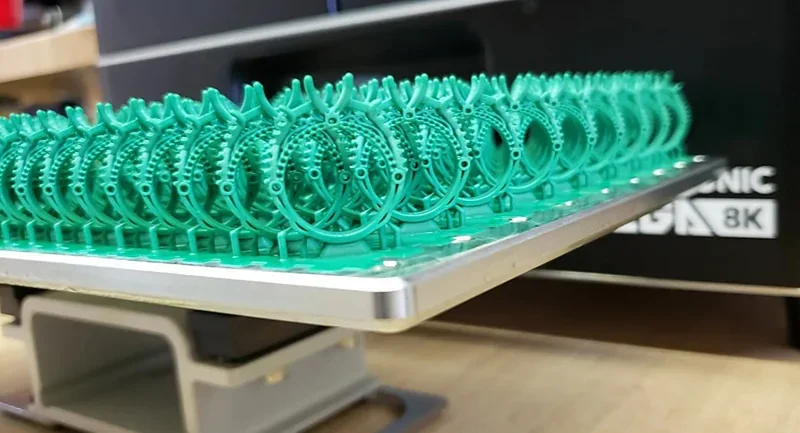
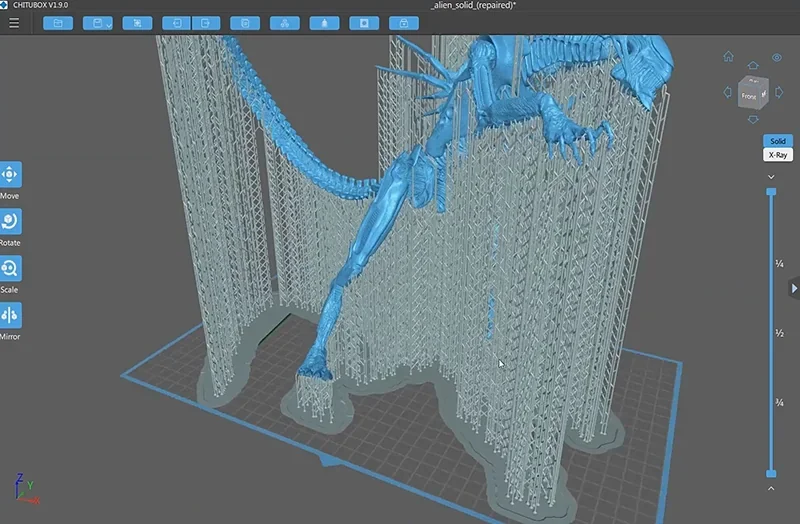
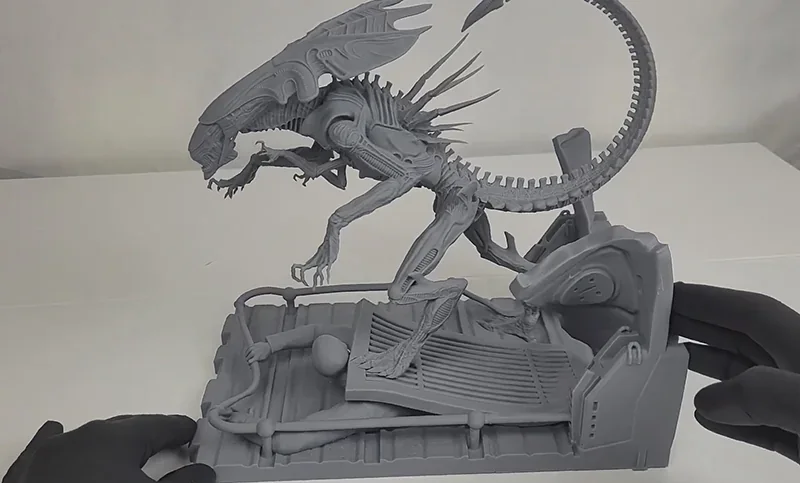
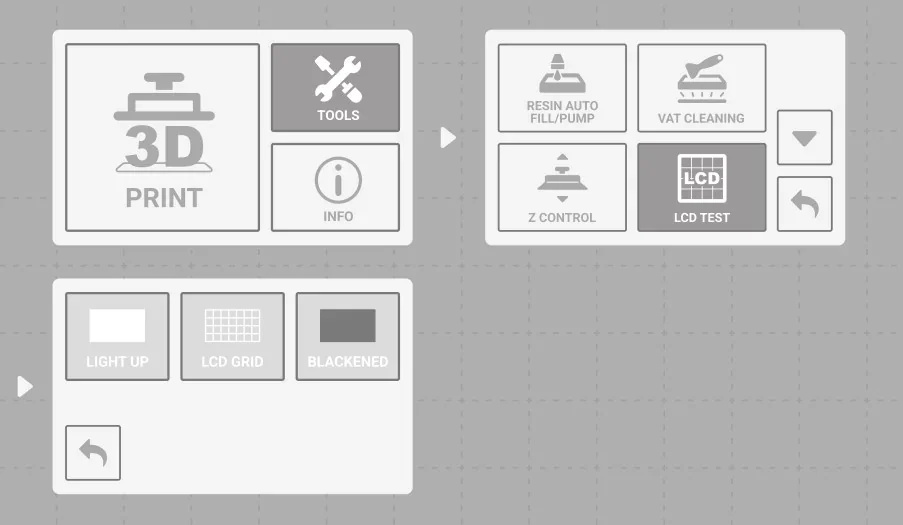
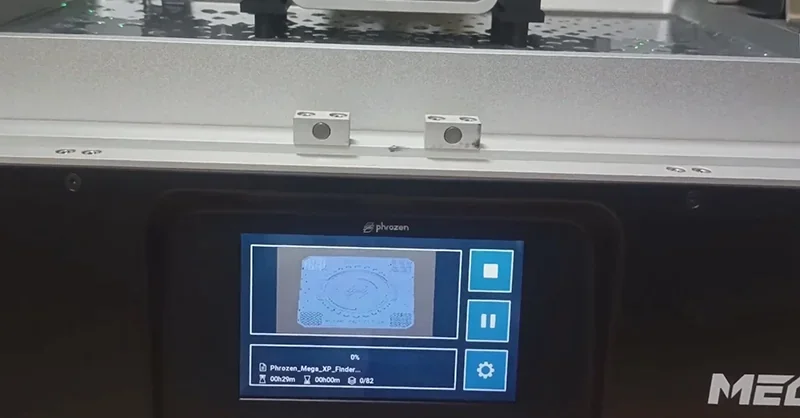
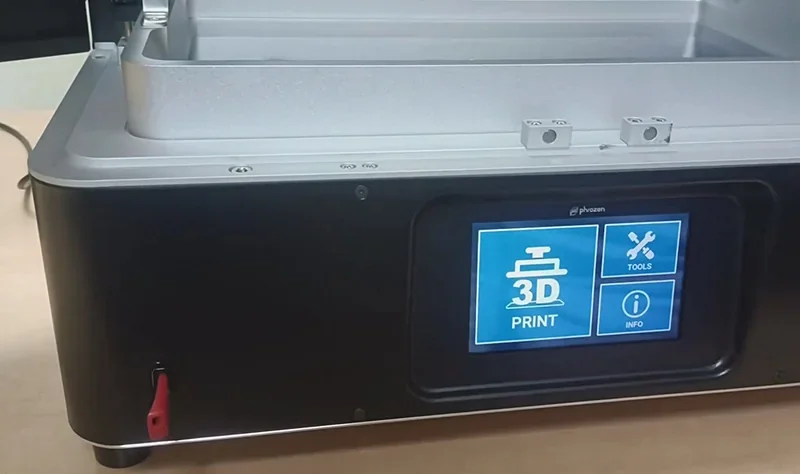
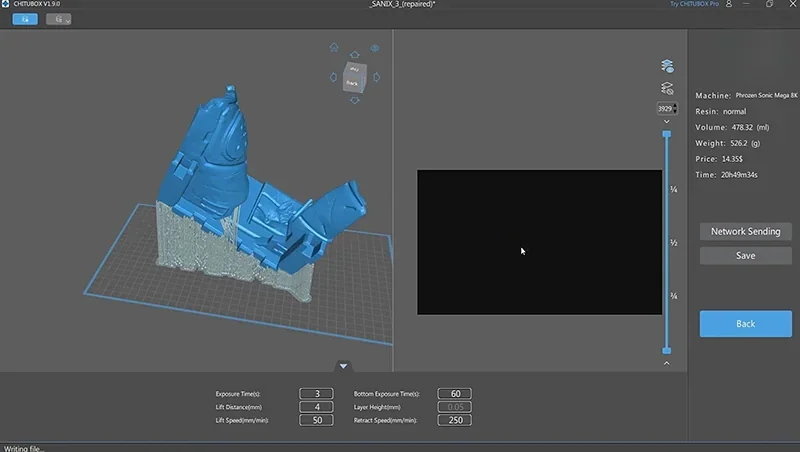
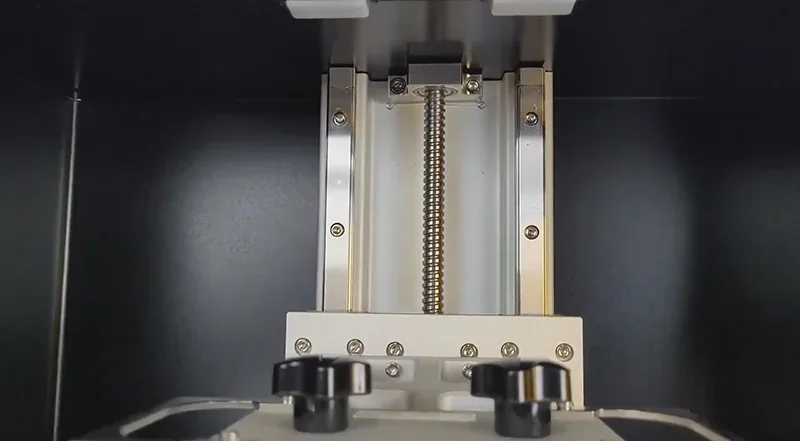
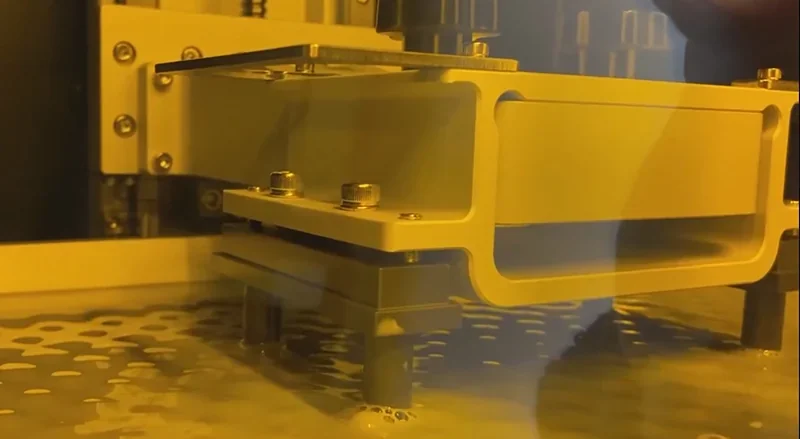
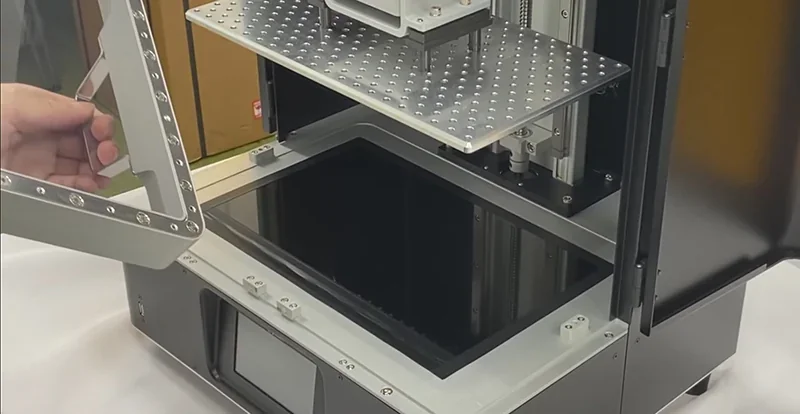
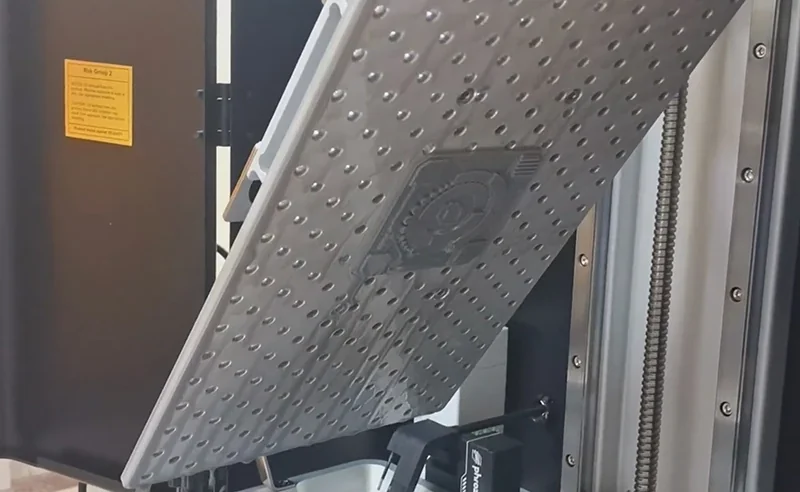
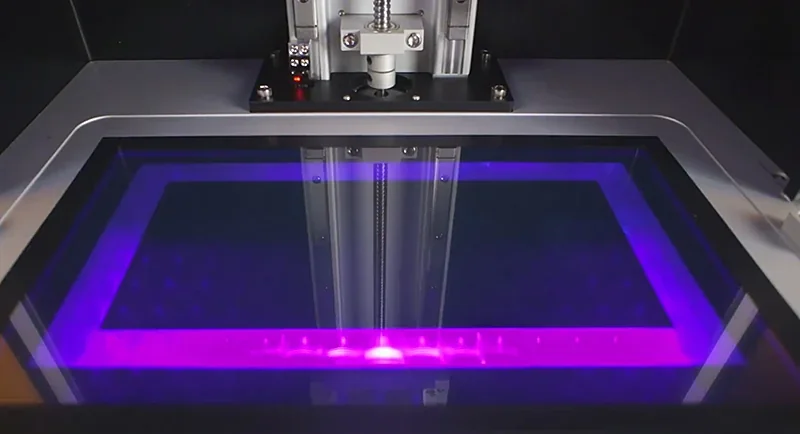
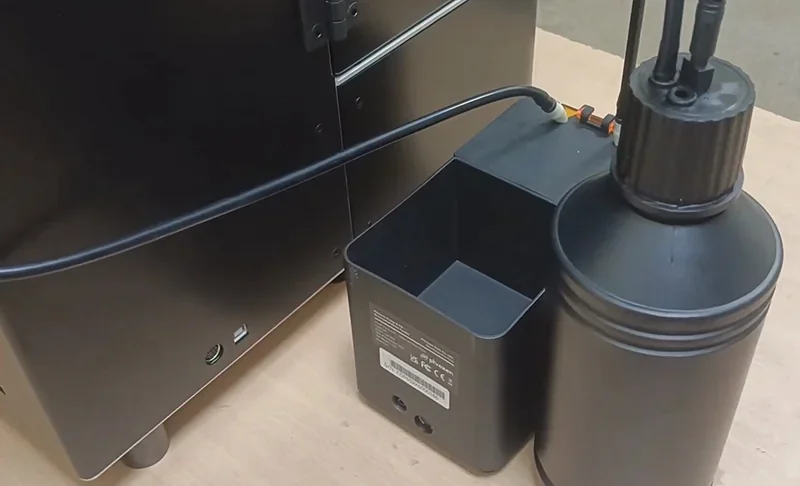
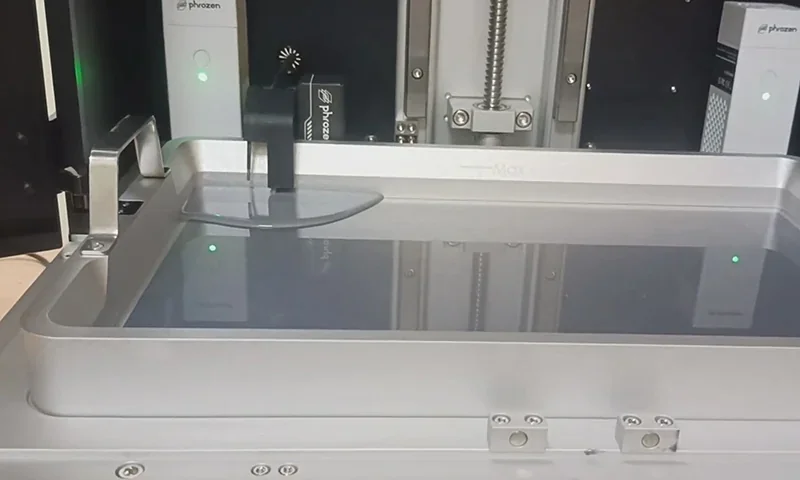
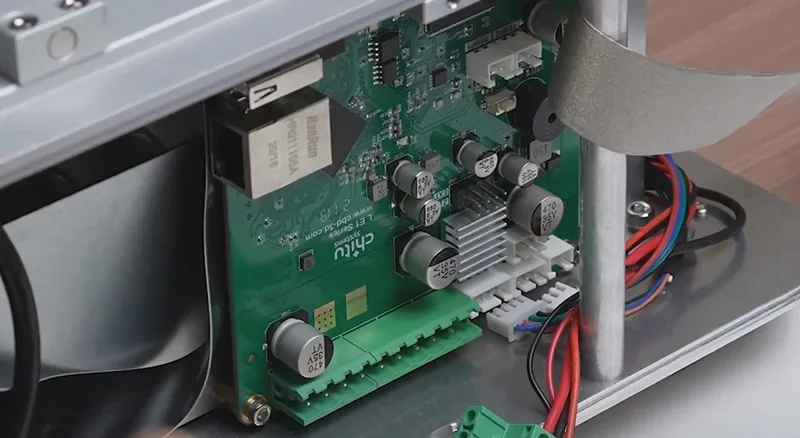
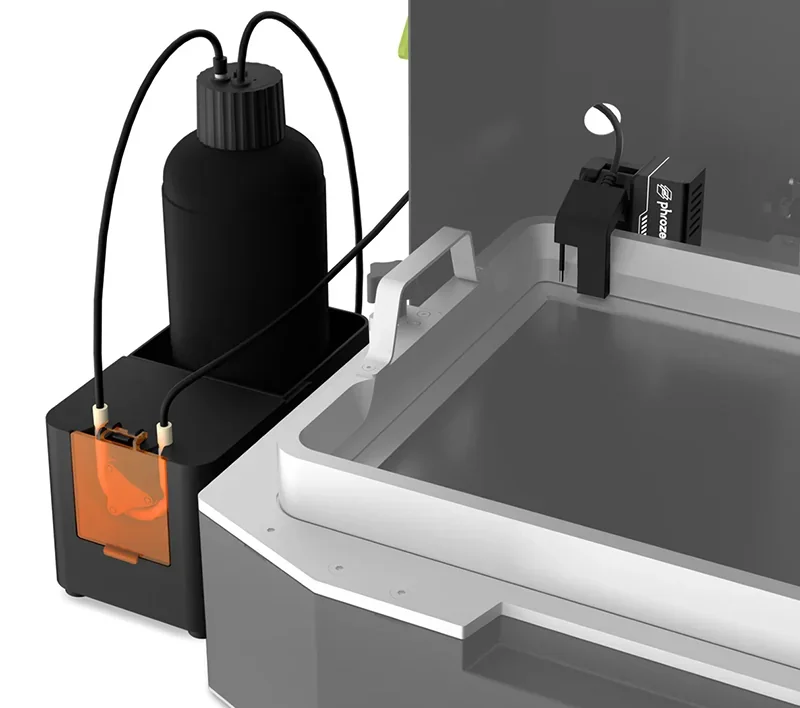
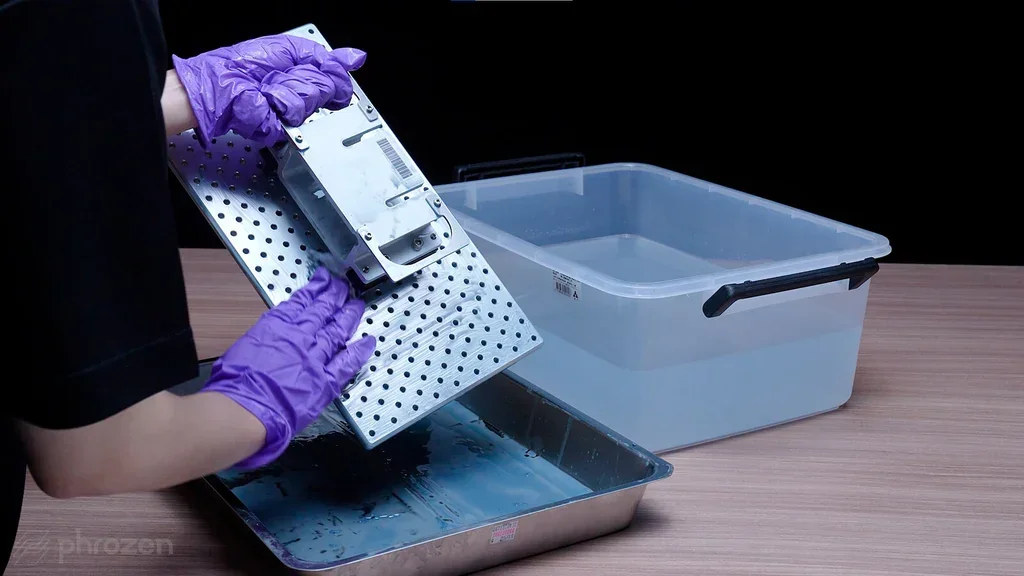
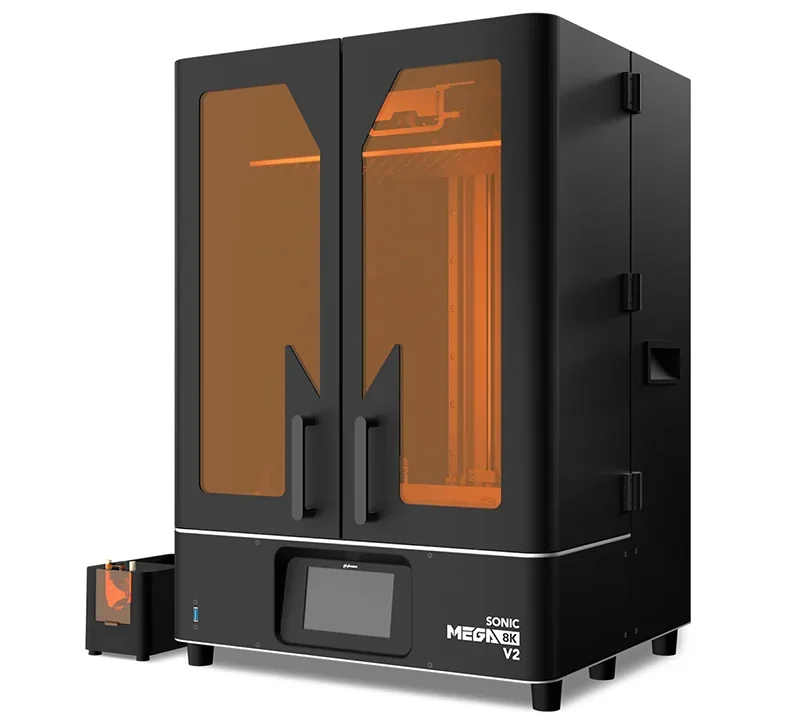
The Phrozen Sonic MEGA 8K (V1) is a large-format resin 3D printer with a 330 x 185 x 400 mm build volume and a 15" 8K monochrome LCD, delivering high-resolution prints down to 10-micron layers. Pre-calibrated and built with an all-metal frame, dual linear rails, and a ball screw, it ensures stable, reliable performance for large or multiple models. Featuring Phrozen’s linear LED array for efficient 405nm UV curing, the Mega 8K V1 supports both proprietary and third-party resins. With USB connectivity and a print speed of 400 layers per hour, it’s ideal for professionals needing rapid prototyping or small-batch production — offering a cost-effective alternative to CNC machining or outsourcing. CLEARANCE — Phrozen Sonic Mega 8K V1 — $1,999 This is the Phrozen Sonic Mega 8K V1, not the V2. The V1 does not include a built-in air filter, does not support the pump and fully automatic resin feeder, and does not have the built-in hanger for suspending the build plate while resin drips into the vat. But you pay only $1,999 for the same build volume instead of the current MSRP of $2,899–$3,199 advertised by Phrozen. Condition: Refurbished, nearly mint condition. This unit was sitting in our warehouse since early 2025 and was not sold because it was mislabeled as the Phrozen Cure Mega station instead of the Phrozen Sonic Mega 8K V1 3D printer. Our technical support inspected the machine and confirmed it is fully functional. Read their report and see photos here: Google Drive photo gallery Note: 3D printers marked as "Clearance" in the product title are final sales and are not covered by the 14-day return policy. The MEGA 8K delivers high-resolution prints with a 15" 8K monochrome LCD (7680 x 4320) and 43 μm XY resolution. Layer heights range from 10 microns to 0.30 mm, producing detailed, smooth models with consistent quality across the full build area. Testing shows the MEGA 8K delivers precise, detailed prints. A 32-hour Alien model demonstrated flawless layer stacking and reproduction of intricate features without visible lines. A chainmail test print produced uniform rings with sharp edges, proving the MEGA 8K maintains consistent curing across the build area. The MEGA 8K’s all-metal frame, dual MGN15 linear rails, and ball screw drive system provide stability and manage peel forces from its large build platform, ensuring 8K resolution. The MEGA 8K’s 9mm perforated aluminum build plate improves adhesion, while its calibration system with locking and fixing screws ensures stability. It arrives factory pre-calibrated for immediate high-quality printing. The MEGA 8K’s Linear LED Array light source (405nm) ensures efficient, uniform curing, while its monochrome LCD enables faster layer curing and longer screen life than RGB panels. The MEGA 8K uses ChiTu firmware to optimize platform speed between layers, balancing quality and speed. It averages 400 layers per hour for efficient large-format printing. The MEGA 8K supports all 405nm LCD resins, including high-temp, dental, and medical formulations. Its open system works with both Phrozen and third-party materials, giving users full flexibility without being tied to one ecosystem. Download the latest resin profiles here: https://phrozen3d.com/pages/resin-sonic-mega-8k The MEGA 8K includes presets for select Phrozen resins, such as Aqua Grey 4K at 50 microns, easing setup. Tests with Aqua Grey 4K and 8K resins showed excellent detail and feature accuracy. The MEGA 8K printed 84 identical rings on one build plate, all with consistent surface quality and dimensional accuracy. The MEGA 8K printed 252 rings in one run, tripling output while maintaining detail and consistency. The MEGA 8K successfully printed a large batch of unique models, each with precise layer resolution and sharp edges. The MEGA 8K requires at least 0.5L of resin to operate and 1L for full-scale prints, with refills needed for large models. Its higher resin use reflects its capacity for large-format, high-resolution printing. The MEGA 8K offers a 330 × 185 × 400 mm build volume, making it one of the largest resin printers available. Its 400 mm height supports tall, detailed models, combining large-scale capacity with high resolution. The below Alien figure took 32 hours to print and required angled positioning to fit on the build platform. The full diorama, including its stand, exceeded the build area and had to be printed in separate parts, with the large platform section taking over a day to finish. Phrozen Sonic Mega 8K V1 — largest build in this group (330×185×400 mm) with a full 15" 8K mono LCD at 43 µm, dual linear rails + ball screw, ACF film, and simple USB workflow — built for tall parts and dense plate batching at a quoted ~400 layers/hr at $1,999 [CLEARANCE]. In contrast: Bottom-Line: Choose Mega 8K when maximum volume/Z height and consistent 43 µm output matter more than connectivity extras; step down to Mega 8K S to save money if 300 mm Z is enough, pick M7 Max for heated-vat + networked workflows on a budget, go Jupiter 6K for low-cost large format (with coarser pixels), and choose Saturn 4 Ultra 16K/12K when fine surface detail and speed trump build size. The MEGA 8K offers 14 main control functions via a 5-inch touchscreen, with a menu system covering all printer operations and settings. Primary Control Categories The MEGA 8K uses a touch-only interface with the power switch on the rear. Its Chitu-based firmware supports various slicers but is optimized for CHITUBOX. The MEGA 8K supports USB-only connectivity, with a port beside the touchscreen for direct file transfer. It handles large sliced files up to 1GB via USB flash drive. The V1 does not include Ethernet or Wi-Fi connectivity. The MEGA 8K is optimized for ChiTuBox (v2.1+), supporting .CTB and .PRZ files. ChiTuBox generates files that fully utilize the printer’s hardware. Though best integrated with ChiTuBox, the MEGA 8K also supports Lychee and FormWare slicers for added workflow flexibility. The MEGA 8K runs on Phrozen OS and includes pre-configured ChiTuBox profiles, such as for Aqua Grey 4K resin, to simplify setup. The MEGA 8K includes a USB with ready-to-print test models for quick validation. After firmware updates, users must recalibrate the Z-Offset since reflashing resets it. The MEGA 8K has a full-metal industrial design, measuring 475 × 400 × 680 mm and weighing 35 kg. Its enclosed cabinet features dual front L-shaped hinged doors with UV-proof windows for safe print monitoring. Key design features include: The MEGA 8K uses dual linear rails and a ball screw for Z-axis movement, ensuring stable motion and precise positioning accuracy of 0.00125 mm for large, heavy prints. Motion system specifications: The MEGA 8K uses multiple cooling fans for the hotend, parts, power supply, and mainboard. Noise, mainly from fans, averages 50–60+ dBA, with the enclosed metal cabinet offering some dampening. The MEGA 8K has a 330 × 185 mm perforated aluminum build plate with a 4-point calibration system, factory pre-calibrated. Combined with its 400 mm Z-axis, it offers a 330 × 185 × 400 mm build volume. Build platform features: The MEGA 8K uses a 405nm Linear LED Array with a 15" 8K monochrome LCD, delivering uniform light across the 330 × 185 mm area for consistent 43 μm XY resolution on large models. Light source specifications: The MEGA 8K uses a standard resin vat with manual resin pouring Resin handling capabilities: The MEGA 8K runs on Phrozen OS with a 5-inch touchscreen for control and USB connectivity Mainboard specifications: The MEGA 8K runs on AC100–240V, 50/60Hz, with max power use of 240–250W depending on conditions. Its supply supports global standards and powers the 15" LCD, Linear LED Array, cooling fans, and touchscreen. The MEGA 8K ships fully assembled, needing only door handle installation before use. It includes a starter kit with tools and an 8GB USB containing test models for immediate printing. While complete, the included plastic funnel is small for the printer’s large resin needs. Please Note: Package contents are determined by the manufacturer and may change without notice. To confirm the current items included with this product, please contact a Top3DShop sales representative before placing your order. Phrozen offers 13 accessories and replacement parts. The Phrozen Sonic MEGA 8K requires 8+ maintenance procedures to ensure reliability, prevent failures, and maintain print quality. After Each Print Session Weekly Maintenance Monthly Maintenance Quarterly Maintenance (Every 3 Months) As-Needed Maintenance The MEGA 8K has a tiered warranty: 3 months for the mono-LCD, 12 months for the LED module, build plate, Z-axis, resin vat, and main body. Consumables like FEP/PFA/ACF films aren’t covered. The warranty applies only to the original buyer with proof of purchase and covers defects from materials or manufacturing. Phrozen’s support center provides technical help and warranty service, starting with remote troubleshooting and firmware updates. If issues persist under warranty, replacement parts are shipped free. Out-of-warranty parts can be bought through Phrozen’s site, resellers, or custom orders via support. The MEGA 8K is backed by extensive resources, including video tutorials on setup, calibration, and part replacement, accessible via QR codes and Phrozen’s YouTube channel. A detailed user manual covers setup and maintenance, while Phrozen’s social media provides tips and community support. Top3DShop supplements Phrozen’s support with our own service team, offering setup help, troubleshooting, and warranty coordination. This dual-layer support ensures comprehensive assistance and helps users maximize the MEGA 8K’s capabilities. Full up-to-date warranty terms are available on the manufacturer's website: https://phrozen3d.com/pages/warranty-policy The MEGA 8K, priced at $1,999.00, is a professional investment for large-format, high-resolution resin printing. It offers a 330 × 185 × 400 mm build volume, 15" 8K LCD at 43 μm XY resolution, and a durable all-metal frame with dual rails and ball screw drive. Pre-calibrated and open to all 405nm resins, it reduces prototyping timelines, supports multiple iterations per batch, and provides a cost-effective alternative to CNC or injection molding for small-batch production.What is the print quality and performance of the Phrozen Sonic MEGA 8K LCD 3D printer?



Which resins can you use with the Phrozen Sonic MEGA 8K?





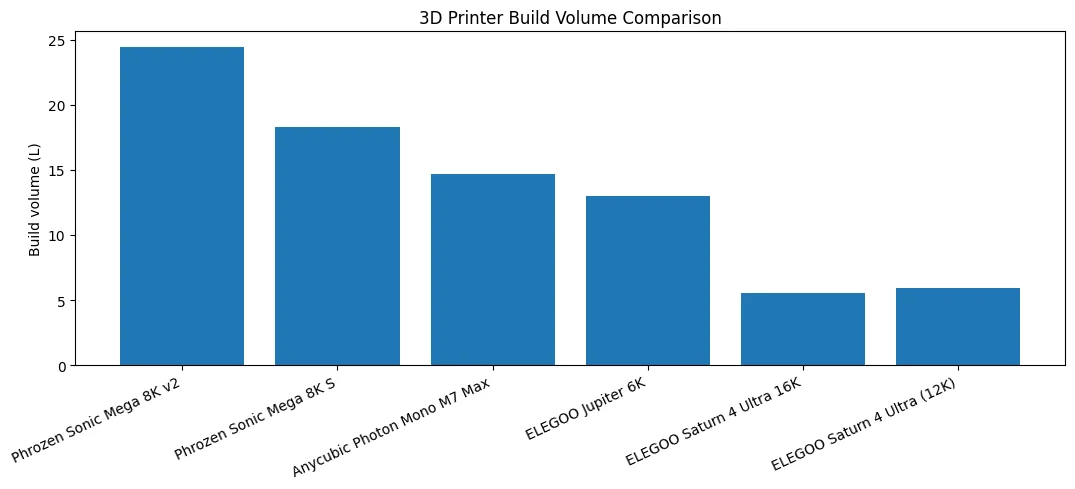
What is the build volume of the Phrozen Sonic MEGA 8K?
What is the difference between the Phrozen Sonic MEGA 8K and Phrozen Sonic MEGA 8K S, Elegoo Jupiter 6K, Elegoo Saturn 4 Ultra, Anycubic Photon M7 Max?
3D Printer Model / Specification
Phrozen Sonic Mega 8K V1
Phrozen Sonic Mega 8K S
Anycubic Photon Mono M7 Max
ELEGOO Jupiter 6K
ELEGOO Saturn 4 Ultra 16K
ELEGOO Saturn 4 Ultra (12K)
Build volume (mm)
330 × 185 × 400
330 × 185 × 300
298 × 164 × 300
278 × 156 × 300
211.68 × 118.37 × 220
218.88 × 122.88 × 220
LCD size / res
15" 8K mono
15" 8K mono
13.6" 7K mono
12.8" 6K mono
10" 16K mono
10" 12K mono
XY pixel (µm)
43
43
46
51
14 × 19
19 × 24
Speed (claimed)
~400 layers/hr
~400 layers/hr
≤31–63 mm/h (Std); ≤86 mm/h (HS)
30–70 mm/h
up to 150 mm/h
up to 150 mm/h
Thermal controls
—
—
Heated vat (supported)
—
Smart heating tank
Standard tank
Connectivity
USB
USB
USB / Wi-Fi / LAN
USB (offline)
USB & Wi-Fi
USB & Wi-Fi (antenna)
Price (USD)
$1,999 [CLEARANCE]
$1,500+
$900+
$1,300+
$500+
$400+
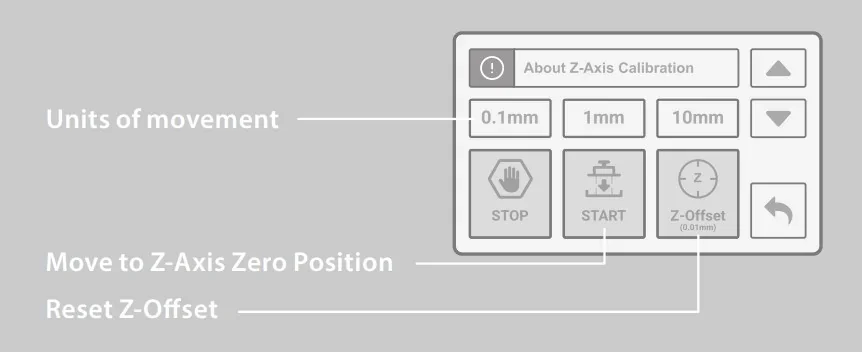
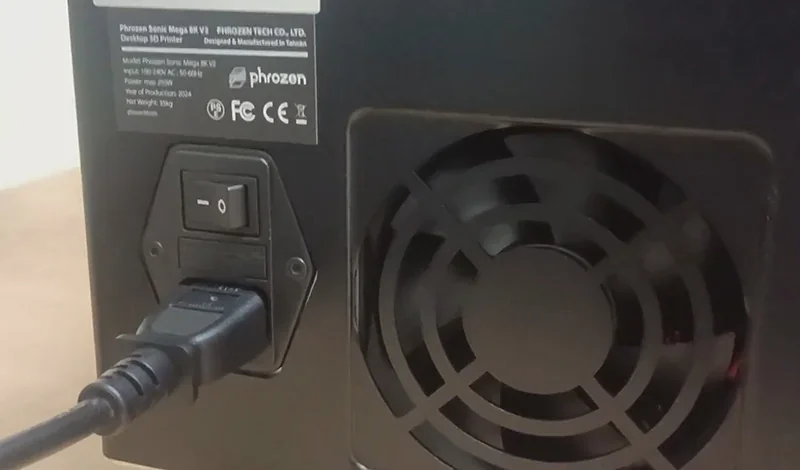
What printer controls are available on the Phrozen Sonic MEGA 8K?
What connectivity options are available on the Phrozen Sonic MEGA 8K?
What software is offered with the Phrozen Sonic MEGA 8K?
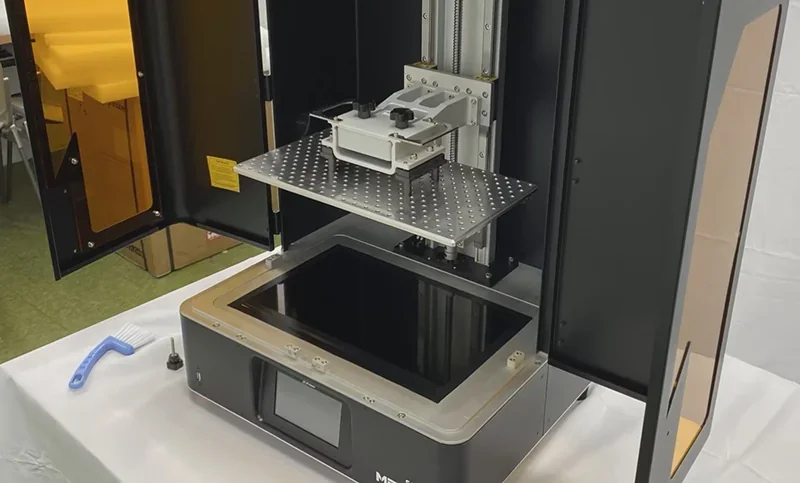
What is the design and build quality of the Phrozen Sonic MEGA 8K?
What is the design and form factor of the Phrozen Sonic MEGA 8K?
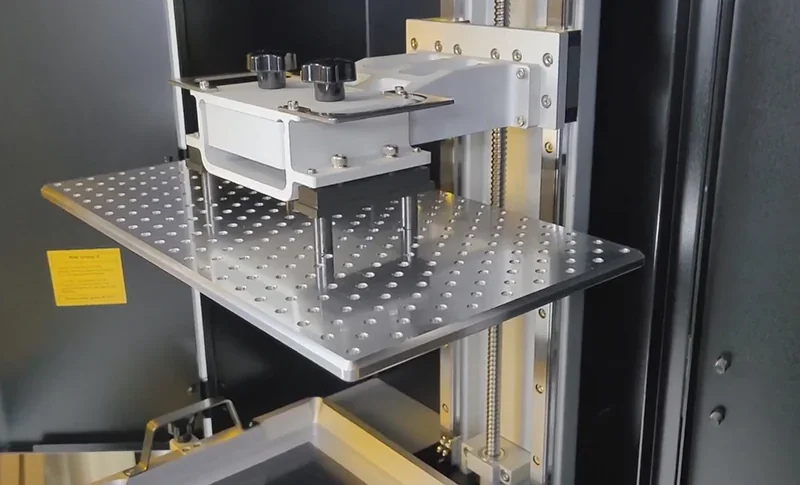
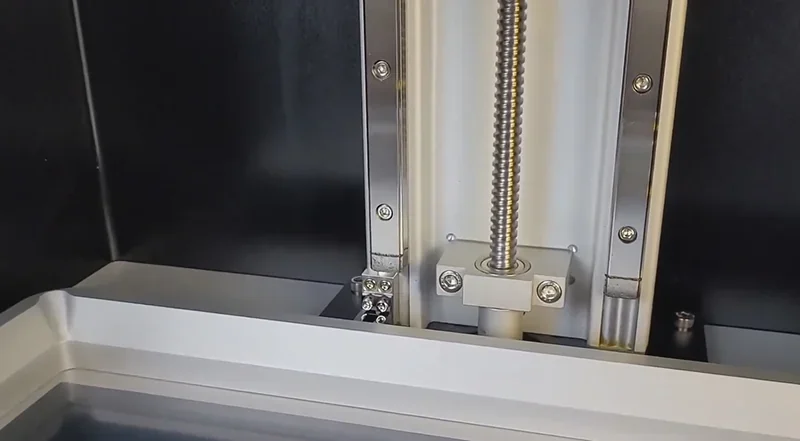
What is the motion system of the Phrozen Sonic MEGA 8K?
What is the noise level of the Phrozen Sonic MEGA 8K?
What are the build platform specifications of the Phrozen Sonic MEGA 8K?
What is the light source of the Phrozen Sonic MEGA 8K?
How does the Phrozen Sonic MEGA 8K handle resin storage and feeding?
What is the mainboard of the Phrozen Sonic MEGA 8K?
What are the power supply specifications of the Phrozen Sonic MEGA 8K?
What comes included in the box with Phrozen Sonic MEGA 8K?

What upgrades and accessories are available for the Phrozen Sonic MEGA 8K?
Accessory
Function
Price (USD)
Image
Printer Replacement Parts
Phrozen LCD Screen, Sonic Mega 8K
Replacement LCD display for the Phrozen Sonic Mega 8K resin 3D printer.
$449

Phrozen Build Platform, Sonic Mega 8K
Replacement build platform (build plate) for the Phrozen Sonic Mega 8K resin 3D printer.
$189

Phrozen Replacement Resin Tank, Sonic Mega 8K
Replacement resin tank (vat) for the Phrozen Sonic Mega 8K resin 3D printer.
$289
Resin Tank Films & Consumables
Phrozen ACF Film – Set of 3 (290 × 450 mm)
Replacement ACF film sheets for the resin tank; set of 3 sheets; size 290 × 450 mm.
$123
Phrozen nFEP (450 × 280 × 0.15 mm)
Replacement nFEP release film sheet for the resin tank; size 450 × 280 × 0.15 mm.
$55

Screen Protection
Phrozen Protective Film for LCD screens, Sonic Mega 8K/S/V2
Protective film designed to cover and protect the LCD screen surface (for Sonic Mega 8K / S / V2).
$20

Resin Handling & Workflow Add-ons
Phrozen Pump & Fill (1 pc)
Resin pump-and-fill accessory for transferring/feeding resin; 1 piece.
$175

Post-Processing Equipment (Wash & Cure)
Phrozen Cure Mega: UV Post Curing Lamp
Large-format UV curing unit for post-curing models. Key specifications: LED wavelength 405 nm; UV light intensity 90W total; product size 48 × 45 × 61 cm; inner capacity 40 × 40 × 45 cm; machine weight 25 kg; power input 100–240V AC, 50–60Hz; 360° rotating platform.
$1,099.00

Phrozen Cure Mega S Curing Station
Large-format drying + curing station for post-processing models. Key specifications: machine size 39.5 × 47.5 × 48.6 cm; max curing size Ø35 × 30 cm; fan speed 1700 RPM; curing time 1–120 min (recommended max 30 min per cycle); LED wavelength 405 nm; input voltage AC100–240V, 50/60Hz; max power consumption 70W; machine weight 15 kg; 360° transparent turntable; detachable rack.
$420.00

Phrozen Wash Mega S Washing Station
Large-capacity washing station for cleaning printed models. Key specifications: washing capacity 25 L; product size 41.2 × 26.0 × 62.5 cm; inner capacity 33.0 × 19.0 × 30.0 cm; vortex speed high 300 rpm / low 275 rpm; timer setting 10 min; machine weight 7.5 kg; built-in side valve; automatic reverse (changes direction after 1 minute); supported build plates: 15 (Mega series), 13.6, 13.3, 12.8.
$340.00
Phrozen Ultrasonic Cleaner
Ultrasonic cleaning unit for SLA/DLP printed parts. Key specifications: product size L18 × W16.5 × H24 cm; inner capacity L14 × W13 × H9 cm; weight 2.5 kg; heating control system 100W (20–80°C); ultrasonic timer 1–30 min; voltage AC100–120V / AC200–240V; interior material SUS 304 (1.1 mm thickness); double fuse power system.
$180.00
Phrozen Cure Beam
Handheld UV spot-curing pen for localized curing, assembly, and bonding printed parts. Key specification: 405 nm UV wavelength.
$90
Phrozen Wash Resin Cleaner (5KG)
pH-neutral, low-odor cleaning solution that dissolves uncured resin; intended as an alternative to IPA for cleaning printed parts.
$80

What maintenance does the Phrozen Sonic MEGA 8K require?

What support and warranty come with the Phrozen Sonic MEGA 8K?
How much does the Phrozen Sonic MEGA 8K cost?
Update your browser to view this website correctly. Update my browser now





