3D printing technologies initially emerged with the aim to simplify prototyping during development and design. But these days 3D printing use cases include manufacturing final models.
Among various additive printing technologies that use different filaments and 3D printer designs, Selective Laser Sintering (SLS) stands out with its relatively low price and mechanically strong products, including those that have practical usages.
From this article, you will learn all about SLS technology, namely its working principle, benefits, industrial applications, the materials that can be used, and compare it to other common 3D printing techniques.
The term SLS, or Selective Laser Sintering, is typically only used to refer to plastic and ceramic 3D printers — metal 3D printers using a similar process are referred to as DMLS or SLM machines.

The working principle of the SLS technology is selective sintering of the powder using a high-performance IR laser that fuses powder particles together. A regular SLS 3D printer has a so-called feed bed, where the recoater places a thin layer of powder. Then, the laser will fuse its particles according to the 3D model, working on the layer-by-layer basis.
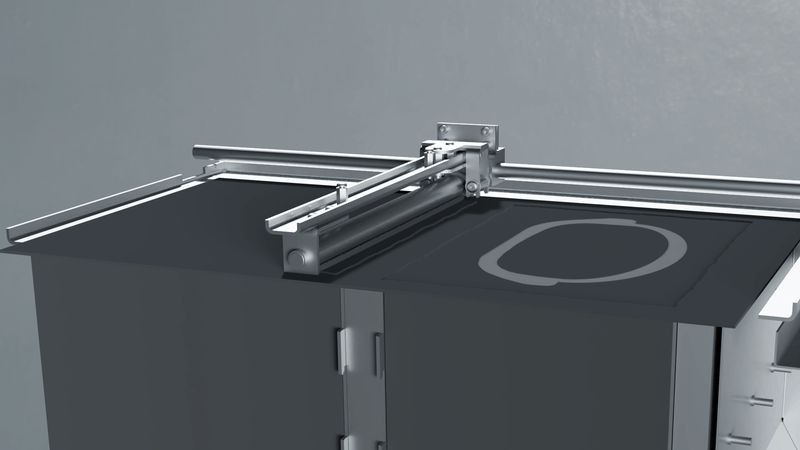
Source: sinterit.com
After selective sintering, the platform lowers by one layer thickness and the process is repeated until the last layer is formed.
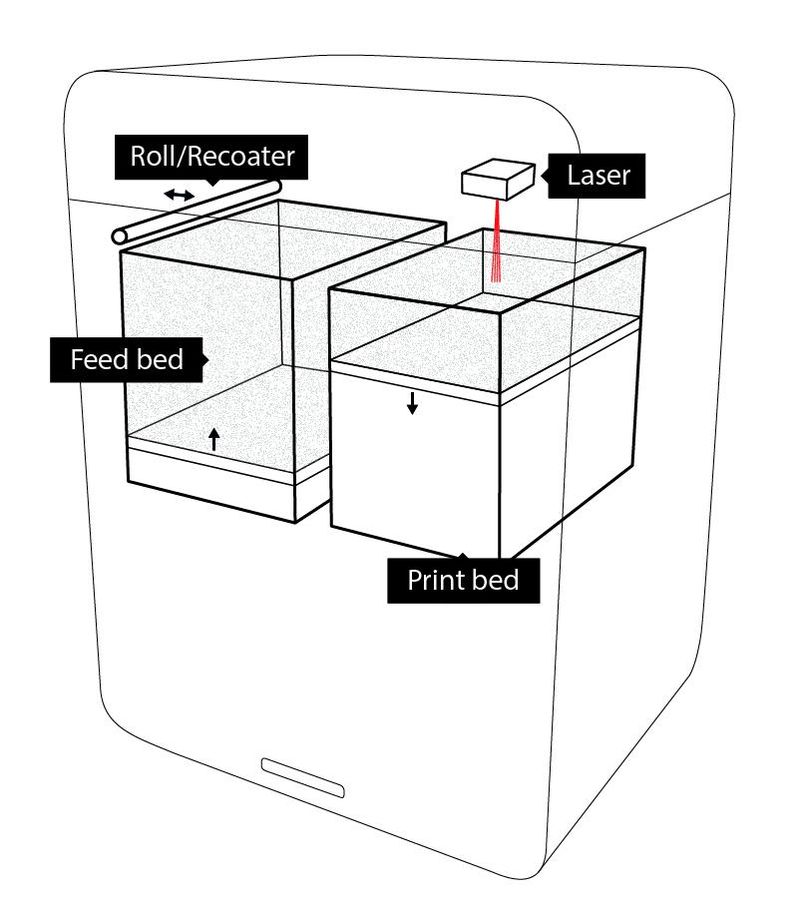
SLS 3D printer arrangement. Source: sinterit.com
In the end, the new part appears. It requires removing the product out of the non-fused powder and optional post-processing with special sandblasting equipment.

Layer thickness is 0,075-0,175 mm. Source: sinterit.com
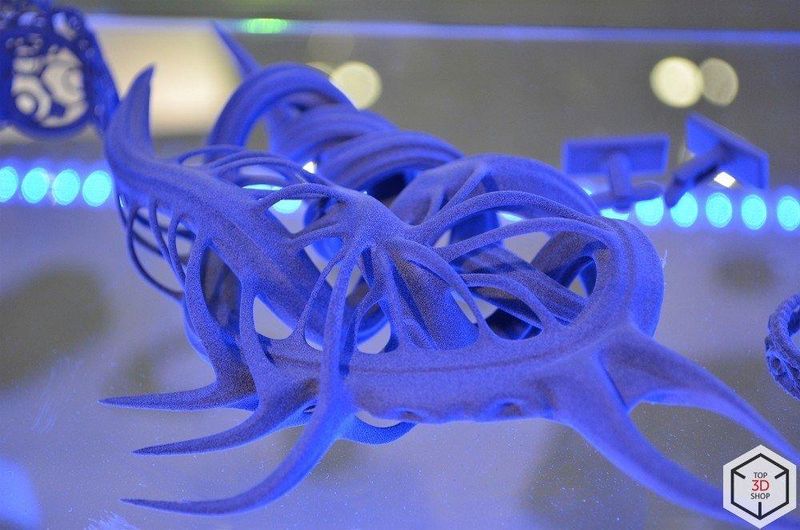
This is the main advantage of using the SLS technology. In contrast to FDM, there is no need to create support structures, which is important for industrial parts with complex geometry and intricate design. The powder acts as a support and nothing else is required. This also allows for printing over the whole build volume, placing any amount of parts you need.
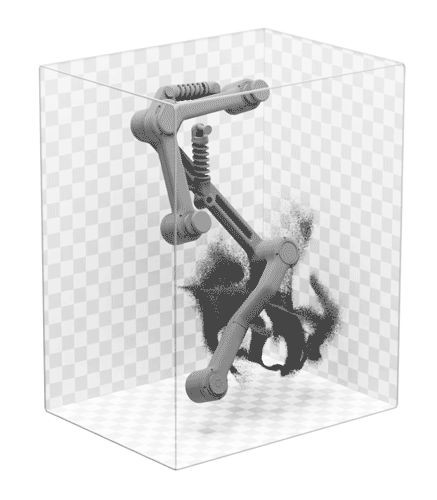
Moreover, it allows to produce readily moving components.



Other than SLS, the most common 3D printing technologies are Fused Deposition Modeling (FDM) and resin 3D printing (SLA, DLP, LCD).
There are two main types of SLS 3D printers—industrial and desktop. The former are very expensive (tens of thousands of dollars), while the latter, such as the Sinterit Lisa series, are more affordable, costing a few thousand dollars. The main difference is the build volume, the ability to automate the production process, and the range of available materials.
Desktop SLS 3D printers are ideal for academic research, quick prototyping, design, and short-scale production.
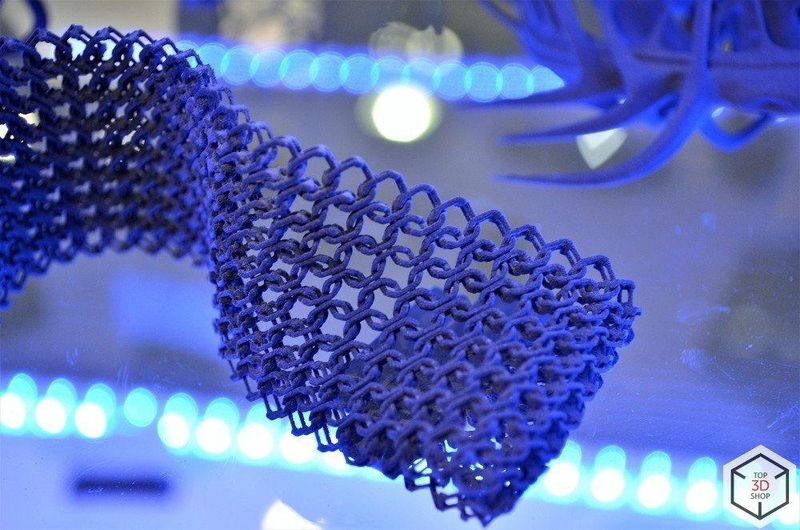
The polymers such as Nylon, which is the main material used in SLS 3D printing, have been known for their high strength for decades, and the SLS printers allow printing these polymers without spending money on the full production cycle, so the process is significantly faster and cheaper. Overall, SLS nylon is a great substitute for common injection molding plastics.
This is why we recommend using the SLS 3D printers for creating or updating small-scale manufacturing of strong polymeric parts. The Sinterit 3D printers have proven themselves to be a good choice for such tasks.
Want to find out more about the SLS technology or even get an SLS 3D printer? Our service can help you choose the machine that’s best for you! We will also help you choose proper materials for printing.
Update your browser to view this website correctly. Update my browser now



Write a comment