
Metal 3D printing is rapidly developing nowadays as it features certain advantages over traditional metal fabrication processes. While conventional methods are more suitable for high-volume production, metal 3D printing is definitely a way to go when it comes to complex, fully functional parts or customized models. It also greatly adds to the development stage of the production cycle, since functional prototypes can be produced in a very short time with all the necessary design changes made without the need for additional tooling. The most common metal 3D printing technology is laser powder bed fusion. LPBF-based machines are normally used only in industrial manufacturing as they are quite expensive and bulky. Another AM technology associated with metal printing is binder jetting, providing more flexibility both in price range and equipment size.
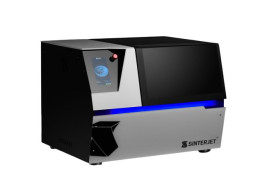
This is Top 3D Shop, and in this article, we are going to tell you about the Sinterjet M60 — compact and affordable metal 3D printer from the Turkish Sintertek company.
The Turkish Sintertek company based in Istanbul was founded in 2013 as a developer and manufacturer of 3D printing equipment. Originally, Sintertek was focused on producing industrial SLS-based machines, named Solidzer. With the new Sinterjet M60, launched at Formnext 2022, the company’s engineers shifted their attention to metal 3D printing, offering their customers an affordable, user-friendly solution for metal part manufacturing. Alongside 3D printers, the company is developing a range of dedicated materials, and provides comprehensive customer support.

Credit: formnext.mesago.com
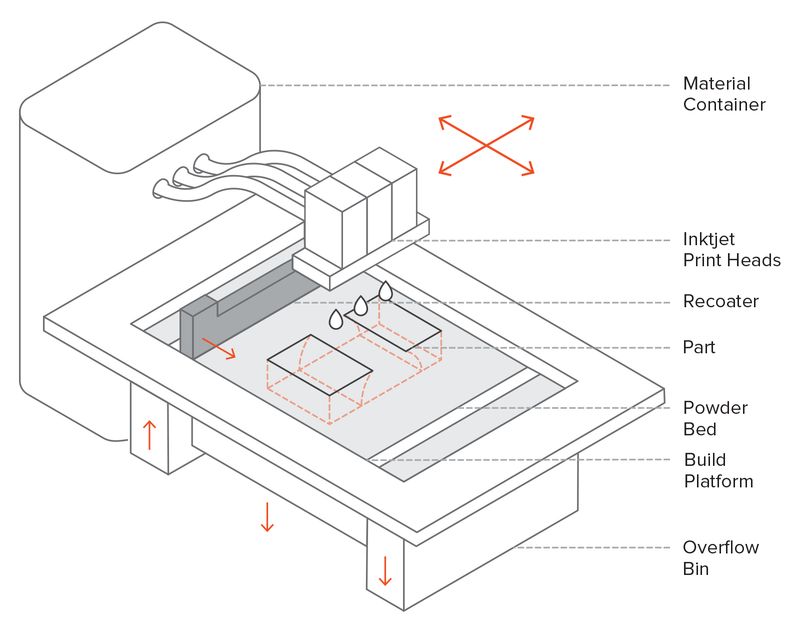
Binder jetting is an additive manufacturing process that uses metals, sand, or ceramics in a powdered form and a liquid binding agent, which is selectively deposited onto a layer of powdered material to bond the particles together. To apply the binder, the machine uses print heads with inkjet nozzles, similar to those used in 2D printers.
Credit: hubs.com
Metal binder jetting uses a powdered form of metals and metal alloys, such as stainless steel, titanium, nickel, copper, and others. As the metal powder is not heated to the melting point during printing, the residual stress is not built up in the finished parts. Another great advantage of binder jetting is complete design freedom, since the models are surrounded by loose powder and do not require building support structures, unlike in SLM printing, where supports are still used as heat sinks to provide more uniform cooling and avoid part deformation because of temperature gradient. This allows creating parts with complex geometries, including internal structures and overhanging elements. Other benefits of metal binder jetting, compared to SLM / DMLS technology, are usually lower equipment cost and high print speed.
Apart from obvious advantages, metal binder jetting has certain limitations that should be taken into consideration at the design stage of the project. Immediately after printing, green parts are brittle and require post-processing steps, such as infiltration or sintering. As the binding agent is burnt out after printing, the part features high porosity, and the voids are filled with infiltrant, usually bronze, at the infiltration stage. The alternative post-processing method is to place the printed part into a high-temperature furnace, where the binder is also burnt out and the metal particles are sintered together, creating a part with porosity even lower than after infiltration. The downside of this process is model shrinkage that occurs due to high initial porosity and can reach 2–3% for infiltration technique, and 20% when sintering is applied. This is usually compensated in the software when preparing a 3D model for printing. Mechanical properties of the parts printed with metal binder jetting technology are usually a bit lower than those of the SLM / DMLS printed models, but they are still comparable with metal injection molding. On the other hand, their surface quality is generally higher and often does not require any additional post-processing, like sand-blasting or polishing.
The Sinterjet M60 is a desktop affordable solution for metal part manufacturing that allows for fast printing of high quality models of compact size. Capable of reaching a build rate of 50 cc/h, the machine speeds up the production cycle, making for high print efficiency. Due to its compact size, the Sinterjet M60 perfectly fits into any workshop or laboratory.
The machine does not need any dedicated electrical connections or gas supply, which simplifies the installation and adds to user convenience. Being equipped with a 5.5" capacitive touch screen, the machine features an intuitive, user-friendly interface that simplifies the workflow and allows for mostly automated operation. The user only needs to upload the 3D model and select the suitable parameter profile to initiate printing. Connectivity options include USB and Ethernet, and the supported file format is STL.

There are a number of distinctive features that set the Sinterjet M60 apart from its competitors. Let us take a closer look.
The printer is equipped with a compact build volume of 160 x 60 x 60 mm. A remarkable feature of the Sinterget M60 is its removable BuildBox which greatly facilitates powder handling and minimizes downtime. With the BuildBox, removing the finished part from the printer and loading a new print job literally takes only seconds. The BuildBox with the just printed green part is placed into a curing oven to prevent damage to the part while it is brittle.

The liquid binder is deposited onto the powder bed via multiple jet heads. The Sinterjet M60 features 1200 x 1200 dpi high-resolution jet heads, providing smooth model surface even when printing with increased layer height. To ensure hassle-free printing, the machine is equipped with a built-in jet head washing station.

Credit: 3Dnatives / YouTube
Sinterjet offers its customers dedicated metal powders and binders developed specifically for the M60. There are three powder material types, currently available from the manufacturer, which are CoCrMo, CoNi, and SS 316L. Three more metal powders, namely Copper, Ti Grade23, and Inconel 718 are under testing. For more flexibility, the Sinterjet M60 is compatible with any powders with D50 of 10–60 µm size distribution. The manufacturer also offers QH11, ZN2, SR30, QN2, and So7 binders.

Credit: 3Dnatives / YouTube
Once the part is printed, the BuildBox can be removed from the machine and placed into a curing oven. Since the model in its green state is very brittle, it is better not to take it out from the powder bed which serves as support at this stage. In the curing oven, the binder is activated and solidifies the part enough to be safely removed from the BuildBox and cleaned from the excess powder. The final step is placing the part into a sintering furnace to burn out the residual binder and get rid of high porosity. The part achieves its full density and optimal mechanical properties and can function as intended.

The Sinterjet M60 produces metal parts of impressive quality and can be used in different industries requiring small models with impeccable surface finish and decent mechanical properties.



The Sinterjet M60 is a versatile machine that makes metal 3D printing more affordable and easy to use. Its high-resolution jet heads, high print speed, and removable BuildBox ensure that impressive metal parts can be produced quickly, and its user-friendly software and simple operation do not require special skills. For some users, the compact build volume may become a certain limitation, but for those who opt for small detailed parts of any complexity, the M60 can be a good choice.

Update your browser to view this website correctly. Update my browser now





Write a comment